Répétitions d'usinages
CamBam permet de répéter une série d'opérations d'usinage à des positions différentes sur la table de la machine. Il est donc possible d'obtenir des copies multiples d'une pièce avec un seul dessin et une seule série d'opérations d'usinage.
Ces répétitions opèrent sur le contenu d'un groupe entier ; toutes les opérations d'usinage contenues dans un groupe seront reproduites aux positions définies dans les paramètres de la répétition pour ce groupe. L'ordre dans lequel les opérations seront effectuées est paramétrable.
Mise en place d'une répétition d'usinages
Vous devez tout d'abord créer une ou plusieurs opérations d'usinage.
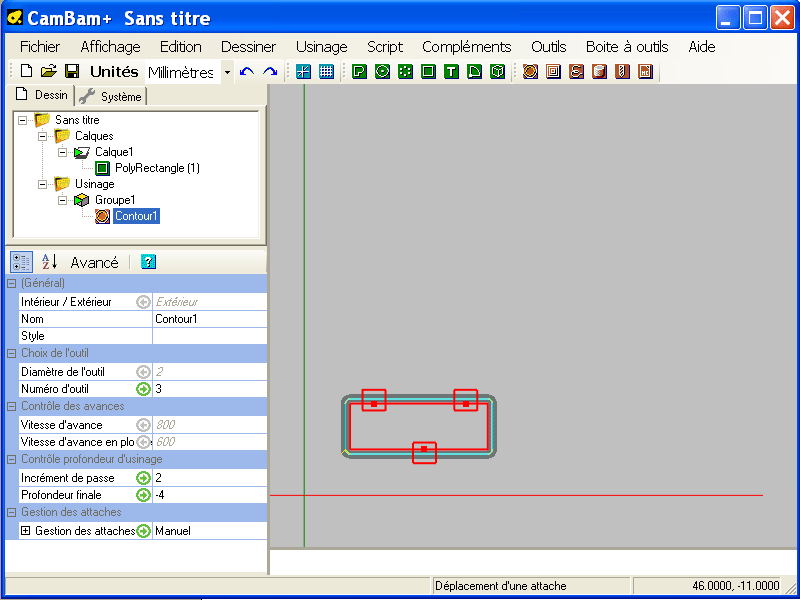
Pour les premiers exemples nous n'utiliserons qu'une seule opération ; une découpe extérieure d'un rectangle de 10 x 30 mm à l'aide d'une fraise de 2 mm.
L'opération de Contour paramétrée et vue avec ses attaches et la trace de la largeur de l'outil.
Paramétrage de la répétition
Tous les paramètres définissant la répétition sont situés au niveau du Groupe d'usinage.
Sélectionnez le groupe contenant l'opération (ou les opérations) qui doit être répétée afin d'afficher les paramètres.
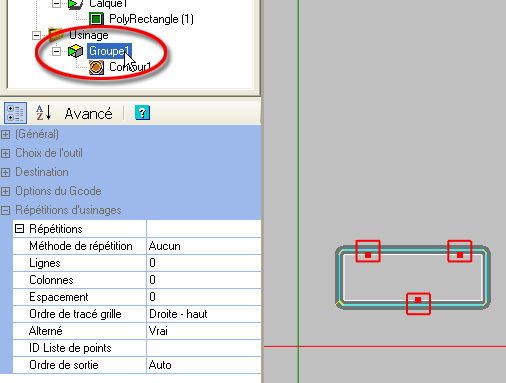
Cliquez sur le signe + à gauche du mot "Répétitions" pour afficher toutes les options.
Méthode de répétition
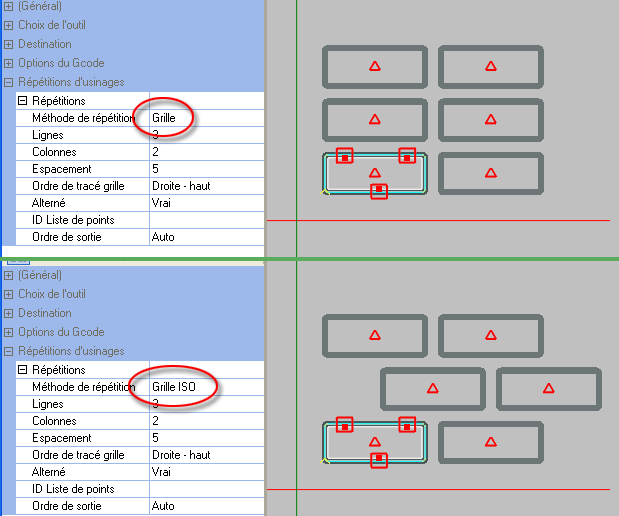
Les méthodes Grille et Grille ISO permettent de distribuer les copies des opérations d'usinage en lignes et en colonnes de manière automatique. Le mode Grille ISO ajoute en plus un décalage horizontal/vertical d'un demi-pas de grille à chaque ligne/colonne. Le fait que le décalage s'effectue sur les lignes ou les colonnes dépend de la valeur de Ordre de tracé grille.
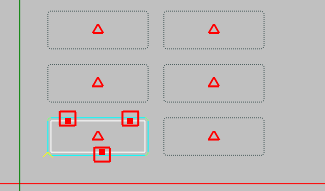
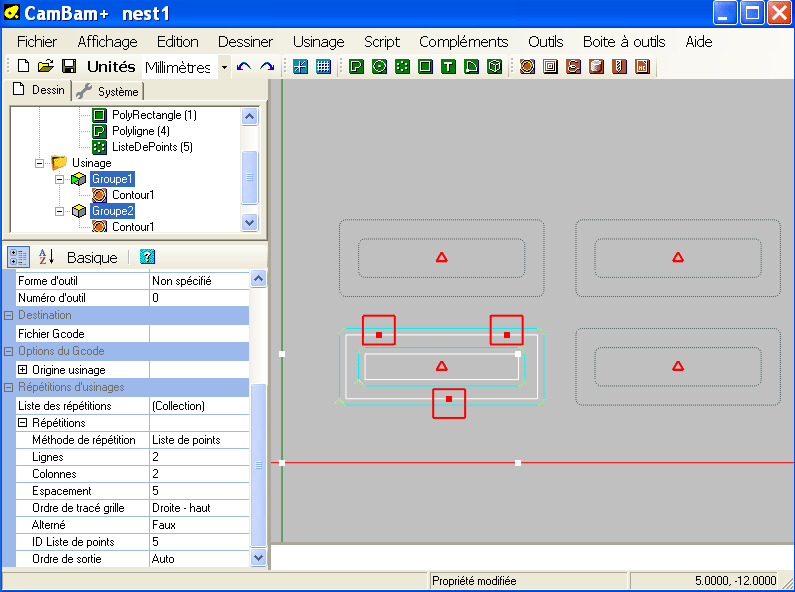
Notes: Les copies sont visibles sous la forme d'un contour pointillé de la même couleur que celle utilisée pour l'affichage de la largeur de coupe (à partir de la révsion N), avec un triangle rouge au centre comme sur l'image ci-dessous.
Pour créer la répétition d'usinages de cet exemple, sélectionnez un type de grille, entrez le nombre de lignes et de colonnes voulues, une valeur d'espacement, puis générez les parcours d'outil du groupe via son menu contextuel.
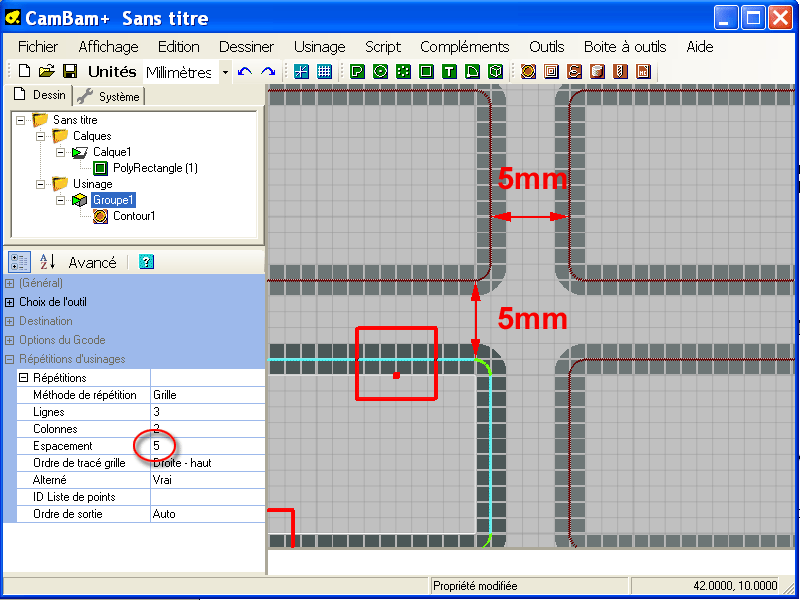
Sur l'image ci-dessus (retravaillée afin de bien voir le parcours d'outil) on peut voir l'écartement de 5 mm entre les parcours d'outil ainsi que la trace de 2mm de large de la fraise. (affichage de la largeur de coupe)
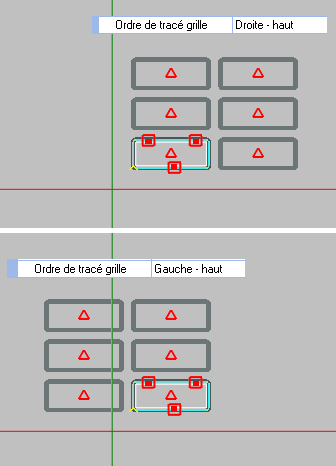
Ordre de tracé grille
Contrôle la direction dans laquelle sera tracée la grille de copies. Par exemple à Droite - Haut fera une copie à droite de l'original, puis vers le haut pour les lignes suivantes.
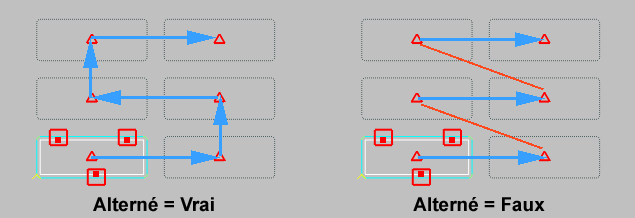
Alterné
Si cette option est mise à Vrai, l'usinage sera fait en minimisant les déplacements rapides. Arrivé à la fin d'une ligne/colonne (dépendant de Ordre de tracé grille), la ligne/colonne suivante sera usinée en repartant en sens inverse.
Déplacement des copies
Vous pouvez déplacer les copies manuellement.
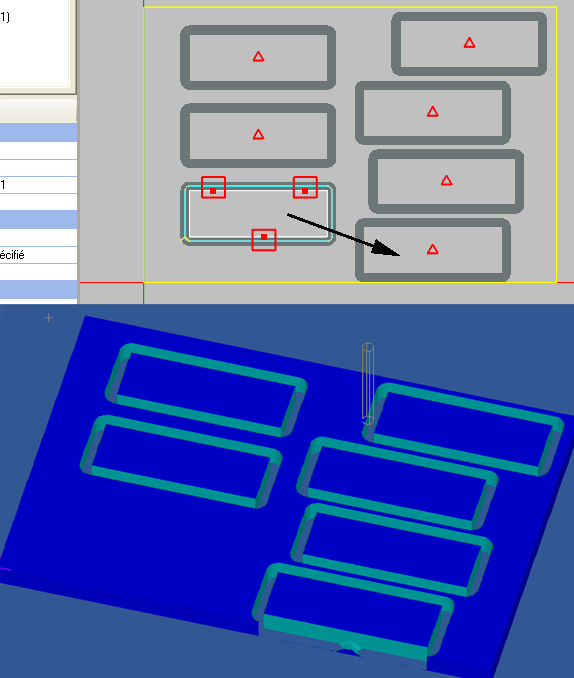
Cliquez et maintenez enfoncé le bouton de gauche de la souris sur le triangle rouge d'une copie et déplacez la à la position voulue. Le mode de répétition passera automatiquement sur manuel.
Notez que si vous déplacez la copie initiale, l'original apparaîtra toujours à la même position sur l'affichage (mais sans le triangle rouge). mais ne sera pas usiné comme le montre l'image de la simulation ci-dessous (la flèche noire indique le déplacement de l'original)
Vous pouvez également éditer la position des copies, en supprimer ou en ajouter, modifier l'ordre dans lequel elles seront usinées à l'aide de l'éditeur de collection.
Réglez la méthode de répétition sur Manuel, puis éditer l'objet collection. (vous devez être en mode Avancé pour y accéder)
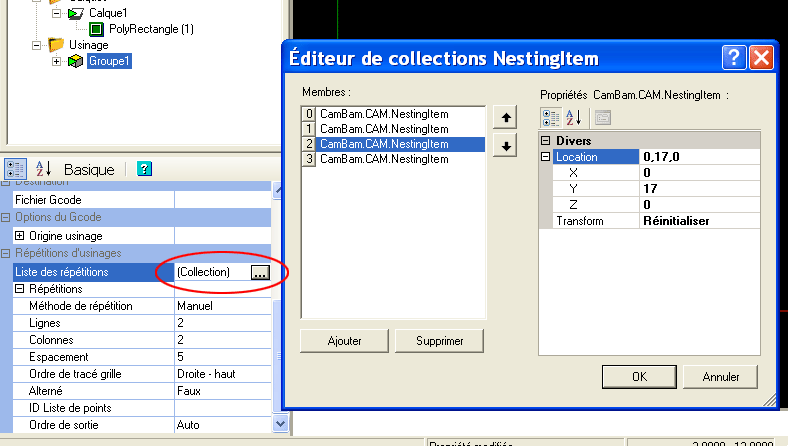
La partie gauche de la fenêtre permet d'ajouter ou de supprimer des copies à l'aide des boutons Ajouter et Supprimer.
Les deux flèches verticales à droite de la liste permettent de modifier l'ordre de la liste, et donc l'ordre d'exécution des copies.
La partie droite de la fenêtre permet d'éditer les coordonnées de chaque copie.
Utilisation d'une liste de points pour définir une répétition
Il est possible d'utiliser une liste de points pour définir les positions respectives des copies en utilisant la méthode de répétition: Liste de points puis en assignant cette liste de points dans ID liste de points.
Les coordonnées d'origine du système de répétition sont toujours à l'origine du dessin, au centre des axes X et Y. (ou au centre de la petite croix indiquant une nouvelle origine, si elle a été modifiée dans le dossier Usinage)
L'image ci-dessous montre les points correspondants aux différentes copies.
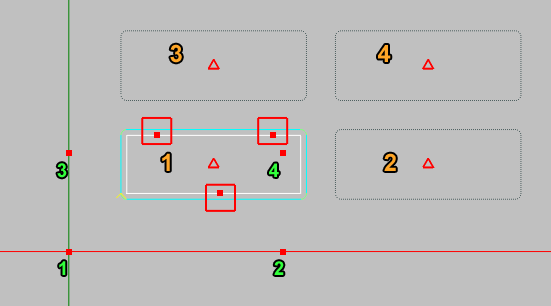
Il est également possible de générer la liste de points correspondants à une répétition existante. C'est ce que j'ai fait pour obtenir la liste de points correspondants aux différentes copies de l'image ci-dessus. Les copies ayant été créées au préalable avec le placement automatique obtenu avec la méthode grille.
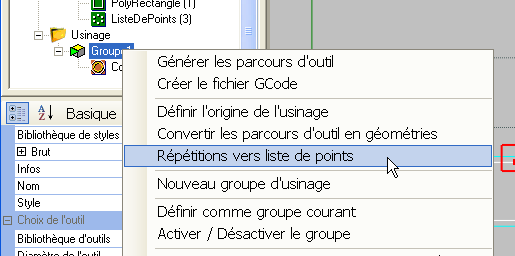
Pour obtenir cette liste de points, ouvrez le menu contextuel du groupe concerné et utilisez la fonction Répétitions vers liste de points.
Pourquoi utiliser une liste de points ?
Il y a plusieurs cas ou l'utilisation d'une liste de points est nécessaire.
- Si vous souhaitez assigner une valeur de distance de centre à centre entre les copies plutôt qu'un écartement entre elles. (ou plus précisément, entre les parcours d'outils les plus externes)
- Si vous souhaitez obtenir un placement spécifique, qui peut par exemple être le résultat d'un calcul mathématique. La liste de point peut être créée dans un tableur puis importé dans CamBam.
- Si vous utilisez plusieurs groupes différents devant subir une répétition avec un placement identique pour tous les groupes.
Dans ce dernier cas l'espacement entre copies n'est pas utilisable car il est basé sur l'écartement entre les parcours d'outil les plus externes des opérations du groupe et bien sur, le parcours d'outil le plus externe est différent d'un groupe à un autre en fonction des opérations qui le compose.
Dans ce cas il faudra utiliser une même liste de points pour tous les groupes concernés afin d'avoir un positionnement identique de toutes les copies de chaque groupe.
Utilisez la fonction Répétitions vers liste de points sur le groupe qui a le placement qui vous convient, puis assignez cette liste de points à tous les autres groupes devant subir une répétition.
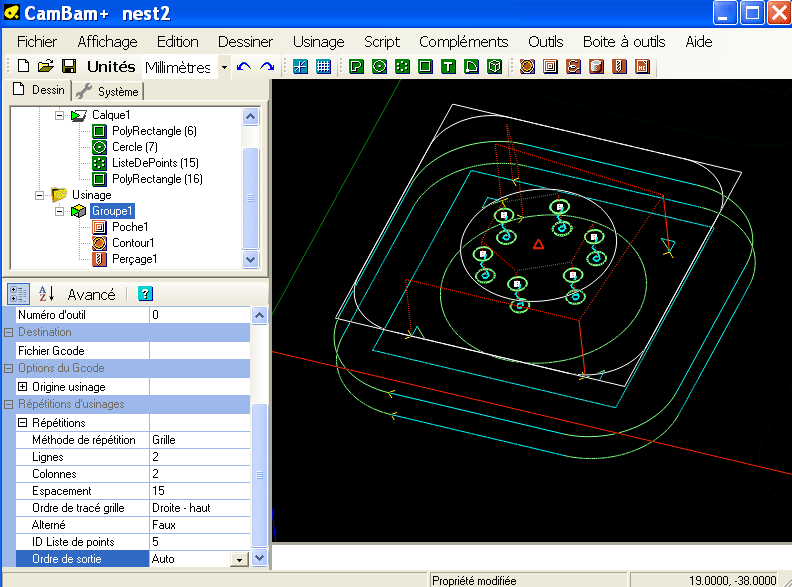
Sur cette image, la répétition par la méthode grille est utilisée avec les mêmes paramètres pour les deux groupes, et comme on peut le voir les opérations du deuxième groupe (le petit rectangle) ne sont pas exécutées au bon endroit.
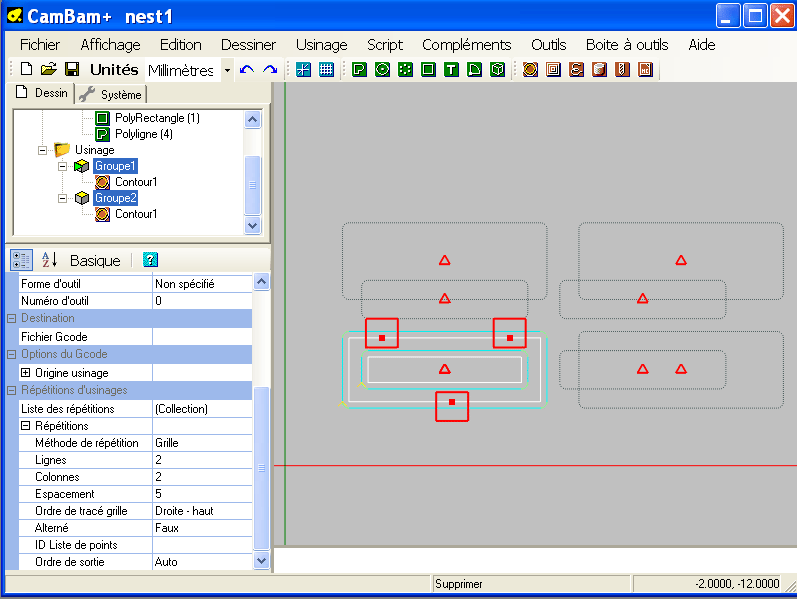
Après génération d'une liste de points pour le Groupe1 et assignation de cette liste aux deux groupes, tout rentre dans l'ordre. (il faut aussi basculer la méthode sur Liste de points)
Ordre de sortie des opérations
Le paramètre Ordre de sortie permet de choisir dans quel ordre seront exécutées les opérations contenues dans un groupe lorsqu'il y en a plus d'une.
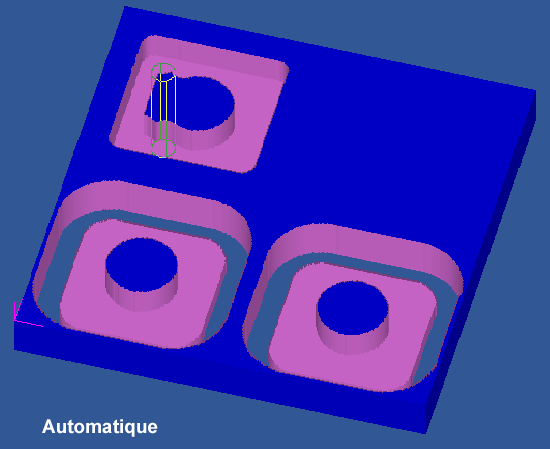
Sur l'exemple suivant, l'usinage Poche1 (un îlot) et la découpe de Contour1 sont usinés avec la même fraise de Ø8, l'opération Perçage1 est exécutée avec une fraise de 2mm ; il y a donc un changement d'outil au début de l'opération Perçage1.
Auto – Toutes les opérations d'usinage d'un groupe qui utilisent le même numéro d'outil seront effectuées pour chaque copie avant d'entreprendre la prochaine opération d'usinage qui nécessitera un changement d'outil..
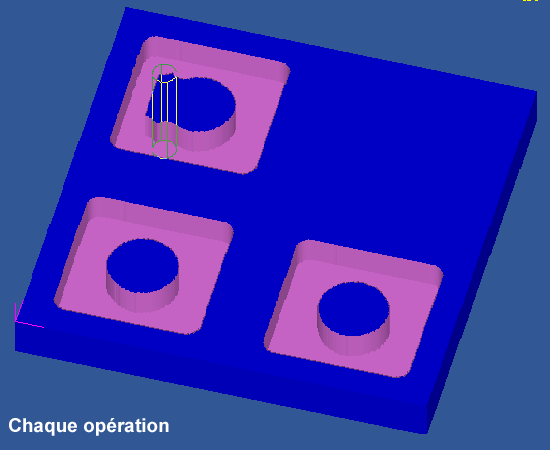
Chaque opération – Chaque opération d'usinage est effectuée pour chaque copie avant de passer à l'opération d'usinage suivante.
Chaque groupe – Toutes les opérations d'usinage du groupe sont effectuées avant de passer à la position suivante..
Utilisation des répétitions avec un 4ième axe rotatif
Pour utiliser le système de répétition avec un axe rotatif, afin de reproduire un même usinage à différentes positions angulaires, il suffit d'utiliser une liste de points contenant le même nombre de points que le nombre de copies à effectuer mais dont tous les points ont une coordonnée 0,0 en X et Y.
Les usinages du groupe seront donc répétés au même endroit et il suffit d'ajouter un peu de Gcode dans le pied de la dernière opération du groupe pour faire tourner le 4ième axe de l'angle voulu avant d'effectuer la série d'usinages suivants.
Exemple:
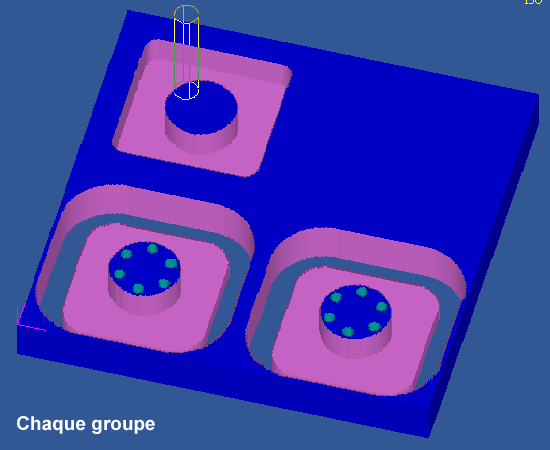
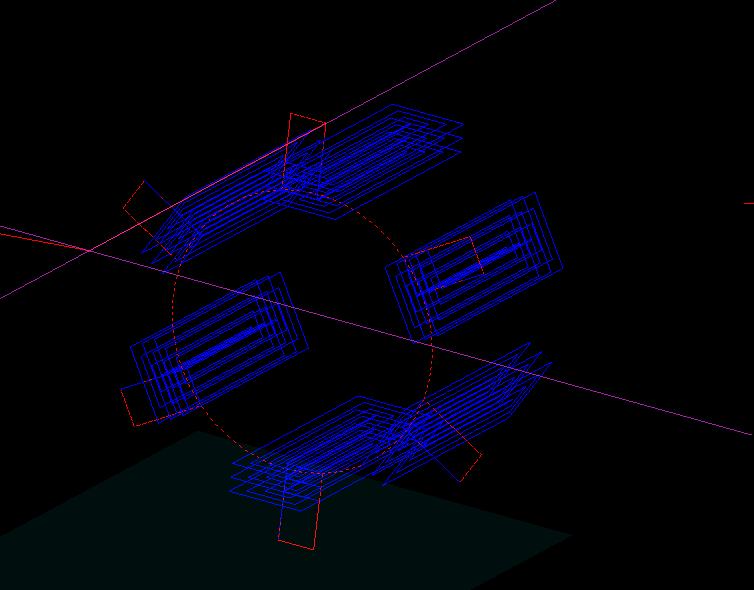
Pour usiner 6 rainures distribuées autour d'un arbre de Ø 50.
Je crée un usinage de poche dont la valeur de surface pièce sera au rayon, soit +25 en Z (le 0 en Z est à l'axe du mandrin)
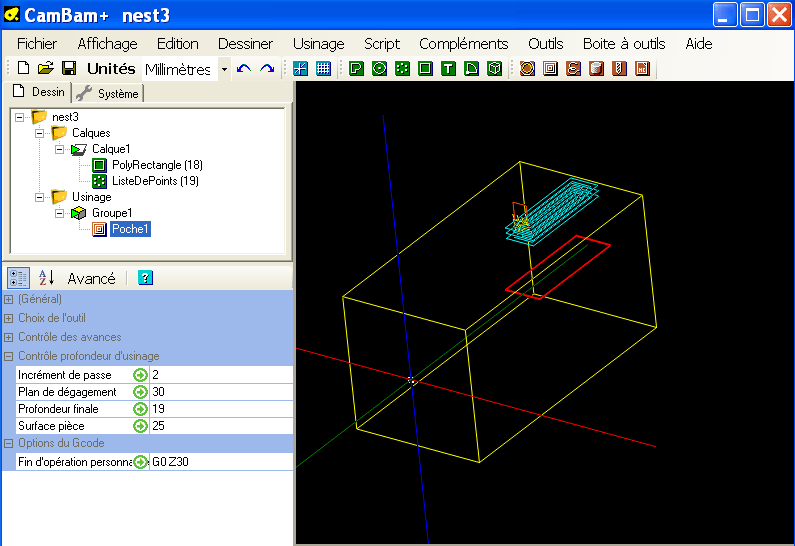
Je crée une liste de points contenant 6 points, tous à 0,0,0
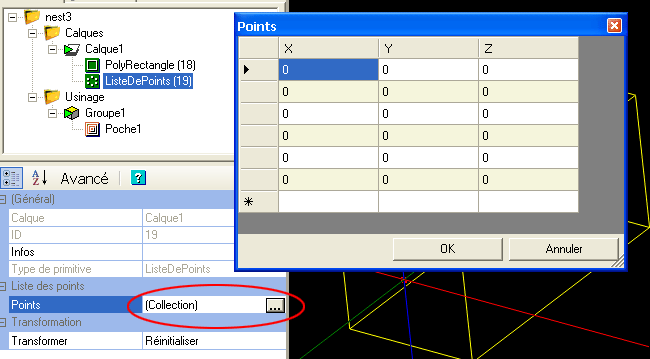
Je définis une répétition par la méthode Liste de points pour ce groupe, puis j'y assigne la liste de points que je viens de créer.
Mon usinage de poche sera donc reproduit 6 fois au même endroit.
Pour faire tourner le mandrin à la fin des opérations du groupe, j'ajoute la séquence suivante en Gcode dans le paramètre Fin d'opération personnalisée de la dernière opération du groupe.
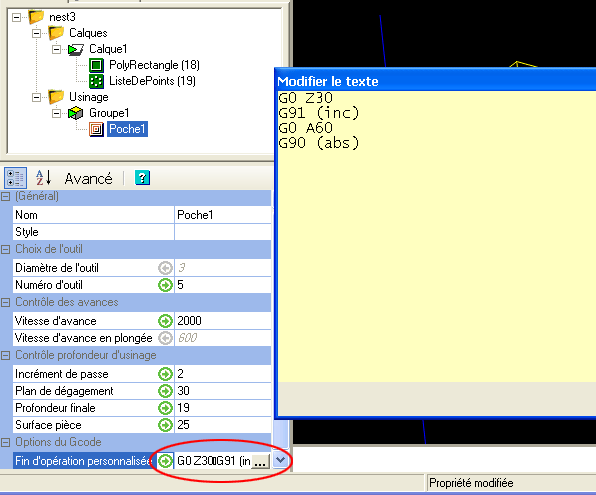
G0 Z30 -> remonter au plan de dégagement
G91 -> utiliser le mode de coordonnées relative de façon à pouvoir donner un angle de rotation et non pas une position absolue.
G0 A60 -> faire tourner l'axe A de 60° (360/6)
G90 -> retour au mode de coordonnées absolue.
Le résultat ne peut pas être vu dans CamBam ni dans CutViewer, mais il apparaît clairement dans la fenêtre de simulation de Mach3.
Pour voir la liste des propriétés du système de répétition, voir ICI