Dérouler objet 3D - Documentation
Déroulement des opérations
CamBam ne disposant pas d'opération d'usinage gérant un 4ième axe rotatif, le processus de travail est le suivant:
-
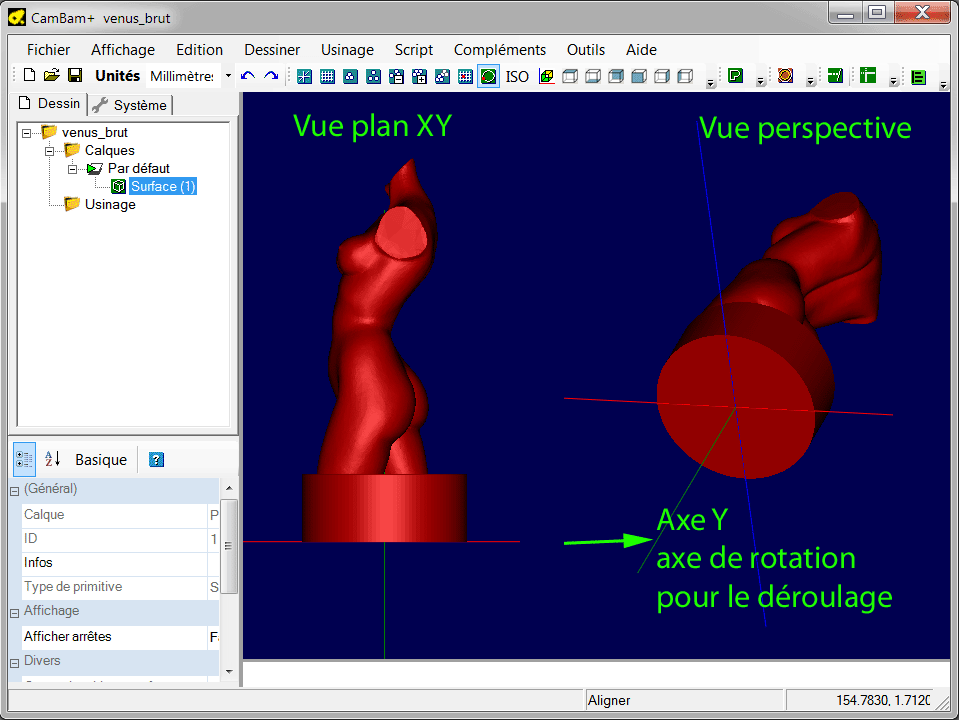
Ouvrez et positionnez un Objet 3D de façon à aligner son centre de rotation sur l'axe Y de CamBam. (l'axe vert) ; pour celà, utilisez le plugin Déplacements numériques par exemple, ou les fonctions de rotations standards de CamBam pour tourner le modèle dans la bonne position. L'alignement peut ensuite être obtenu avec la fonction d'alignement standard de CamBam.
-
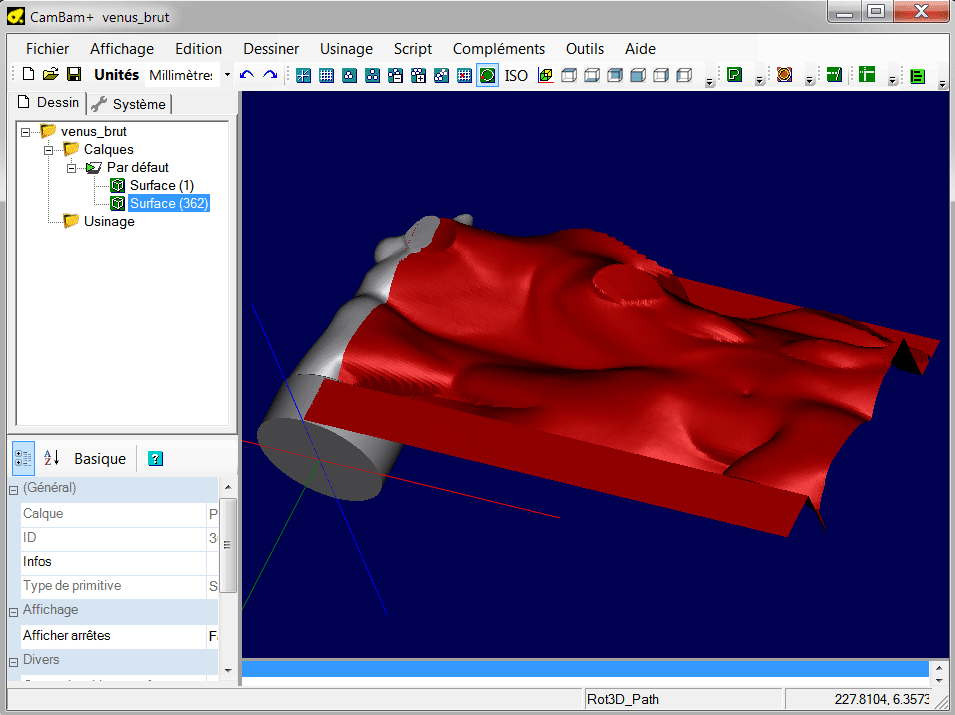
Déroulez l'objet 3D à l'aide du plugin Dérouler objet 3D, de façon à obtenir une surface usinable normalement avec une opération d'usinage 3D sur XYZ. Sur cette image, la surface 3D en rouge est un déroulé de l'objet 3D initial en gris. L'objet de départ peut ensuite être supprimé pour libérer de la mémoire, surtout si c'est un maillage très dense.
Dans le cas de cet exemple, la forme 3D à un Ø de 50mm mais je part d'un brut tourné à 64mm de Ø (donc 32 de rayon) je met donc un rayon (Stock radius) de 32 dans le plugin. (et Surface pièce devra aussi être à 32 dans l'opération d'usinage) de façon à ce que ma faise ne plonge pas en rapide dans la matière lors de l'ébauche. Le Z min à -10 signifie que le plugin testera la forme jusqu'à 10mm en dessous de son axe, ce qui est nécéssaire ici car certaines zones descendent plus bas que l'axe de rotation.
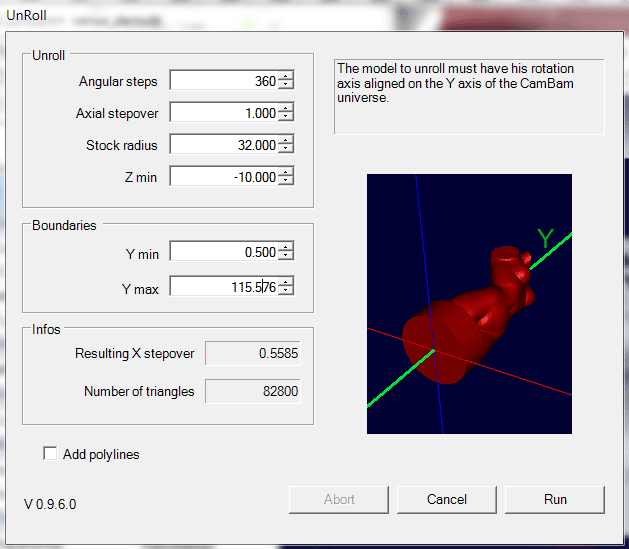
Plus le nombre de pas angulaires sera élevé (Angular steps), plus la forme résultante sera détaillée, ici 360 pas donneront 360 "bandes" de 1° de large une fois la forme déroulée. Le pas axial (Axial stepover) représente l'écartement des points de mesures le long de chaque "bande", exprimé en unité de dessin en cours. (mm ou pouces) -
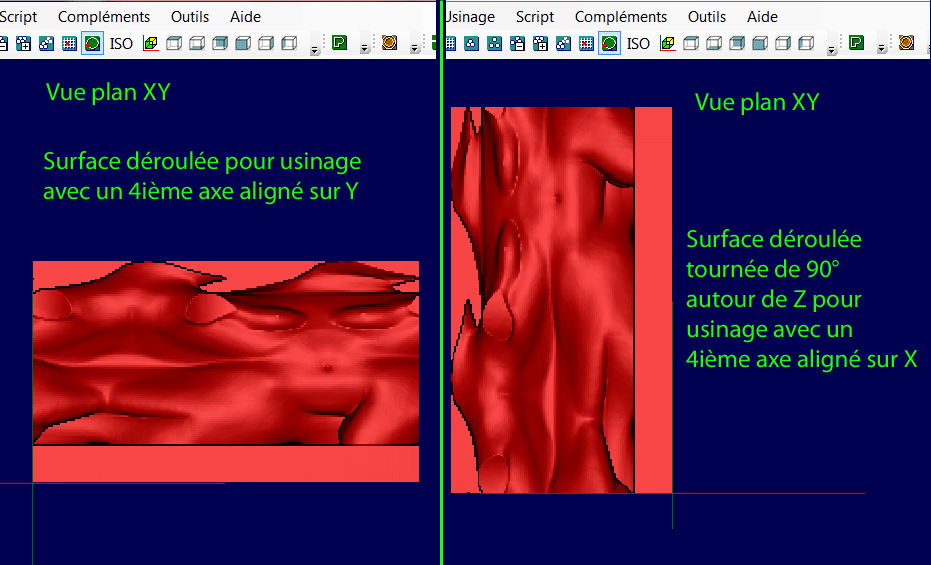
Positionnez la surface obtenue pour qu'elle corresponde à l'orientation de votre 4ieme axe. Par défaut, après déroulage, la surface obtenue est prête pour un usinage avec un 4ieme axe dont l'axe de rotation est aligné sur l'axe Y de la fraiseuse. Si votre 4ieme axe est aligné avec l'axe X alors il suffira de tourner la surface déroulée de 90°.
-
Appliquez une ou plusieurs opérations d'usinage 3D à cette surface, en veillant à bien régler les limites d'usinage de façon à ce que le centre de la fraise arrive exactement sur les bords de la surface ; le but étant d'éviter que la fraise ne redescende sur les bords, ce qui ferait une rainure dans la pièce à la jonction des deux bords si la fraise va trop loin, ou laisserait de la matière non usinée à la jonction des bords si elle ne vas pas assez loin.
Suivant le sens de balayage choisi, horizontal ou vertical, et l'orientation de votre 4ième axe sur la machine, l'usinage pourra se faire en tournant (parcours perpendiculaires à l'axe de rotation) ou par bandes, l'axe rotatif ne tournant pas lors de l'usinage (parcours parallèles à l'axe de rotation)
Sur cette image, la surface est orientée pour un usinage avec un 4ième axe aligné sur Y et les parcours produiront un usinage en tournant une fois le Gcode ré-enroulé autour de Y.
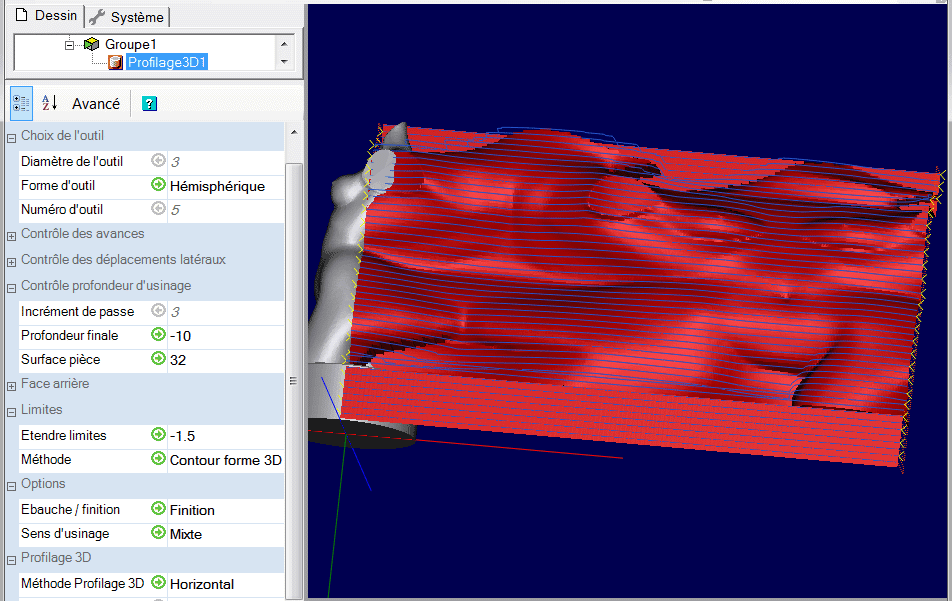
Surface pièce doit avoir la même valeur que le rayon de déroulage Stock radius utilisé dans le plugin, Profondeur finale doit aussi correspondre avec la valeur Z min utilisée dans le plugin, afin que la fraise atteigne effectivement la profondeur demandée ; ici 10mm en dessous de l'axe de rotation. Bien entendu, Le Plan de dégagement devra avoir une valeur supérieure à celle de surface pièce.
Pour s'assurer que le centre de la fraise arrive exactement au bord, réglez la Méthode pour les Limites à Contour forme 3D et mettre une valeur de -R de la fraise pour Etendre limites. Dans ce cas, -1.5 pour une fraise de Ø3. Pour la clareté de l'image, il n'y a qu'une seule passe de finition, avec des passes très écartées, mais bien sûr il est tout à fait possible de faire l'ébauche en passes multiples et la (les) finition(s) en une ou plusieurs passes "croisées" avec une deuxième/troisième opération d'usinage, comme sur n'importe quel usinage 3D courant en fait.
Cet exemple montre l'utilisation d'une opération d'usinage 3D par balayage, mais il est tout à fait possible d'utiliser le mode Lignes de niveau, en particulier pour l'ébauche. - Une fois les opérations d'usinage 3D bien paramétrées,utilisez une des deux méthodes suivantes afin d'obtenir un Gcode 4 axes.
Note: le 0 en Z sur la fraiseuse doit être fait à l'axe de rotation du 4ième axe et non à la surface de la pièce.
-
Avec CamBam V 0.98
Créez le Gcode puis enroulez le avec le plugin Wrapper
Dans Wrapper:
Diamètre devra être égale à 2x le rayon utilisé pour le déroulage (donc 64 dans le cas de cet exemple)
Base Z devra être égale au rayon, autrement dit, à surface pièce.
Il faudra utiliser un post processeur prévu pour le plugin Wrapper. Faites une copie de celui que vous utilisez habituellement, et dans la section Options, réglez Sortie des arcs sur Convertir en lignes. - Avec CamBam V 1.0
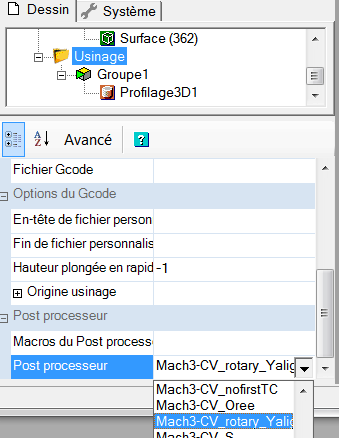
Même chose que pour la version 0.98, Wrapper peut être utilisé, mais il est également possible de le faire directement à l'aide d'un post processeur paramétré pour faire l'enroulement, ce qui est plus simple qu'avec le plugin Wrapper. Dans ce cas choisissez un post processeur prévu pour enrouler dans la liste des post processeurs (voir plus loin), dans la propriété Post processeur du dossier Usinage et produisez votre Gcode 4 axes directement, le post processeur se chargera de l'enroulement.
Dans l'opération d'usinage 3D, Surface pièce devra avoir la même valeur que Stock Radius de sorte que le post processeur fasse l'enroulement correctement (c'est la valeur de Surface Pièce qui est utilisée par le post processeur pour définir le rayon d'enroulement)
-
Paramétrer un post processeur pour l'enroulement sur la V1.0 de CamBam
La version 1.0 de CamBam permet d'utiliser un post processeur spécifique pour l'enroulement qui permet de se passer du plugin Wrapper et qui produit directement un Gcode 4 axes, il devra être choisi dans le dossier Usinage - Post Processeur pour générer le Gcode. Deux post processeurs génériques sont fournis pour enroulement autour de X ou de Y (RotaryX et RotaryY) ; si ces post processeurs ne sont pas adaptés à votre système de commande, vous devrez modifier votre post processeur habituel de la façon suivante:
-
Sous l'onglet Système de CamBam, faire une copie du post processeur que vous utilisez habituellement (clic droit sur le nom du PP, copier, puis coller) et renomez le par exemple Wrap_Y pour un 4ième axe aligné sur Y
-
Dans la section Axe Rotatif du post pro que vous venez de copier, régler les 3 paramètres suivants:
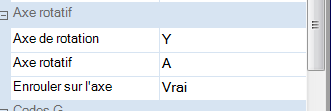
Axe de rotation, c'est l'axe sur lequel votre 4ième axe est aligné ; ici Y ; si le votre est aligné sur X, alors bien sûr il faudra entrer X
Axe rotatif, la lettre qui sera utilisée pour désigner l'axe dans le Gcode.
Enrouler sur l'axe devra être à Vrai pour activer l'enroulage du Gcode.
Il n'y a pas de réglage du rayon d'enroulement, c'est la valeur de Surface pièce de vos opérations d'usinage qui sera utilisée pour définir ce rayon (d'ou l'importance de travailler avec le 0 en Z à l'axe !) -
Il est également nécéssaire de modifier les macros dans la sections Déplacements pour Avance travail (G1) et Rapide ansi que les trois paramètres dans la section Cycles de perçage afin de supprimer la sortie de l'axe linéaire qui n'est pas utilisé (celui qui est converti en axe rotatif). Les cycles de percage ne sont pas utilisés pour de l'usinage 3D, mais peuvent l'être pour d'autres opérations donc autant les modifier aussi. Les macros pour les arcs horaires et anti-horaire n'ont pas besoin d'être modifiées car les arcs seront systématiquement convertis en lignes lorsque Enrouler sur l'axe est actif et donc ces macros ne seront jamais utilisées avec ce post processeur.
Par exemple, la macro Avance travail (G1) contient la macro suivante d'origine:
{$g1} {$_f} {$_x} {$_y} {$_z} {$_a} {$_b} {$_c}
Pour un enroulement autour de Y, il faudra supprimer la référence à l'axe X ( {$_x} ); elle deviendra donc:
{$g1} {$_f} {$_y} {$_z} {$_a} {$_b} {$_c}
Si votre 4ième axe est orienté sur X, alors bien sûr ce sera la référence à l'axe Y qui devra être supprimée dans les macros.
pour éditer une macro, cliquez dans la ligne qui contient la macro puis sur le bouton |...| qui apparait à sa droite, modifiez le texte de la macro dans l'éditeur et cliquez sur OK. - Une fois toutes les macros modifiées, cliquez du bouton de droite sur le nom de votre nouveau post processeur > Enregistrer pour le sauver.