Les Groupes d'opérations d'usinage
 Un objet Groupe est un moyen de regrouper plusieurs opérations d'usinage liées en un seul objet.
Un objet Groupe est un moyen de regrouper plusieurs opérations d'usinage liées en un seul objet.
Un projet peut contenir plusieurs objets Groupe.
Les Groupes peuvent être activés ou désactivés individuellement. Comme avec les calques et les opérations d'usinage, un appui sur la barre d'espace lorsque l'élément est sélectionné dans l'arborescence du projet, permet de basculer l'état activé/désactivé d'un Groupe.
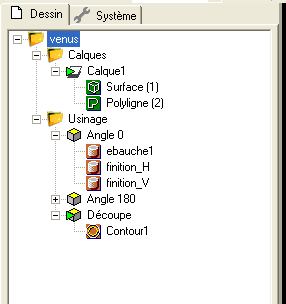
Sur l'image de droite nous voyons trois groupes qui ont été nommés: Angle 0, Angle 180 et Découpe et contenant chacun plusieurs opérations d'usinage. Le groupe Angle 180 est "replié" et peut être déplié pour voir les opérations qu'il contient par un clic sur le signe +.
Le groupe Découpe est quant à lui le groupe actif, c.a.d. le groupe dans lequel sera créée la prochaine opération d'usinage. C'est indiqué par la petite flèche verte sur l'icône du groupe.
Les opérations d'usinage peuvent être déplacées à la souris d'un groupe à un autre.
Pour générer les parcours d'outil de toutes les opérations d'usinage dans un groupe, faites un clic droit sur le groupe dans l'arborescence du projet, puis sélectionnez Générer les parcours d'outil. Faites un clic droit sur une opération d'usinage individuelle pour générer les parcours d'outil uniquement pour cette opération, et faites un clic droit sur le dossier Usinage (ou appuyez sur CTRL + T) pour générer les parcours d'outil pour toutes les opérations activées dans le projet.
Par défaut l'option Créer le fichier Gcode du menu principal Usinage ou du menu contextuel du dossier Usinage va écrire le code correspondant à tous les groupes activés dans le projet. Pour créer le Gcode d'un seul groupe, faites un clic droit sur le groupe dans l'arborescence du projet, puis sélectionnez Créer le fichier Gcode dans le menu contextuel.
Le fichier heart-shaped-box.cb, dans le dossier d'exemples de CamBam (sample) illustre une bonne utilisation des différents groupes. Les opérations d'usinage sont séparées en plusieurs groupes pour les faces avant et arrière pour le couvercle et la base d'une petite boîte en bois.
Certaines des propriétés des composants tels que les Bruts et les Outils sont répétées dans le dossier parent Usinage. Habituellement, il est préférable de définir ces propriétés au niveau du dossier Usinage, de sorte qu'ils ne doivent être définis qu'une fois pour tout le projet.
Si les propriétés du groupe ne sont pas précisées, la valeur correspondante sera utilisée à partir du dossier Usinage. Il peut être utile de définir les propriétés au niveau du groupe si elles diffèrent des paramètres d'usinage globaux, par exemple, si un groupe utilise une définition du brut différente.
Propriétés
(Général) |
|
Activé |
Si à Vrai les parcours d'outil des opérations d'usinage (activées) contenues dans ce groupe seront affichés et du Gcode sera produit pour ces opérations. |
Bibliothèque de styles |
Bibliothèque de styles d'usinage sélectionnée. |
Brut |
Permet de définir les paramètres du brut à usiner spécifique à ce groupe, dimensions, position, matière et couleur. Le bloc de matière pourra être matérialisé par une boite 3D dans l'affichage du dessin. Si vous sélectionnez un post processeur contenant les macros pour CutWiever (Mach3-CV ou Mach3-Turn-CV) les paramètres du brut seront inclus dans le fichier Gcode et transmis à CutViewer automatiquement. L'objet Brut peut être utilisé pour calculer automatiquement certaines propriétés d'usinage. Si la propriété Surface pièce d'une opération d'usinage ou d'un style est réglée sur Auto, la valeur de Surface pièce du brut sera utilisée. Si la propriété Profondeur finale d'une opération d'usinage ou d'un style est réglée sur Auto, la valeur de Surface pièce et la dimension en Z du brut seront utilisées pour déterminer la profondeur d'usinage à atteindre, donc par défaut une opération d'usinage dans ce mode usinera le brut sur toute sa hauteur. Matière : Champ texte qui permet de préciser la matière à usiner. Si une bibliothèque de matériaux à été crée dans le dossier Bibliothèque de matériaux, sous l'onglet Système, vous aurez accès à la liste de matières disponible. Le brut défini au niveau du Groupe aura préséance sur le brut défini au niveau du dossier Usinage. De cette manière il est possible de définir des bruts différents pour chaque groupe si nécessaire. Un brut n'est pas défini si ses dimensions X,Y et Z sont toutes à zéro. |
Infos |
A des fins générales, champ de texte multiligne qui peut être utilisé pour stocker des notes ou les paramètres des compléments (plugins). |
Nom |
Le nom du groupe, ce nom sera utilisé pour générer le nom de fichier Gcode lors de la création du code pour ce seul groupe. |
Style |
Permet de sélectionner un Style d'usinage pour cette opération. Tous les paramètres par défaut seront hérités de ce style. |
Choix de l'outil |
|
Bibliothèque d'outils |
Bibliothèque d'outils sélectionnée. Si laissé vide, c'est la bibliothèque par défaut qui sera utilisée. (Default-mm ou Default-in suivant l'unité en cours) |
Diamètre de l'outil |
Diamètre de l'outil (en unité utilisée par le dessin) |
Forme d'outil |
Le profil de l'outil. Si non spécifié, les valeurs utilisées seront celle stockées dans la bibliothèque d'outils pour le n° de cet outil. Profils disponibles: Cylindrique, Hémisphérique, A rayon, A graver, Perçage, Tournage |
Numéro d'outil |
Utilisé pour identifier l'outil en cours. Si le n° d'outil change d'une opération à l'autre, une instruction "changement d'outil" est générée dans le Gcode. Numéro d'outil = 0 est un cas spécial, aucun changement d'outil n'est généré. Le n° d'outil est également utilisé pour récupérer les informations le concernant dans la bibliothèque d'outils courante. |
Destination |
|
Fichier Gcode |
Emplacement du fichier de destination si le Gcode est généré pour ce groupe seul. Un clic sur le bouton |
Options du Gcode |
|
Origine usinage |
Un point du dessin qui sera utilisé comme origine de l'usinage (X=0, Y=0) lors de la production du Gcode. Cette origine peut être différente pour chaque groupe. Elle aura prédominance sur celle définie dans le dossier Usinage. Le bouton Une icône en forme de 'X' sera affichée sur le dessin pour matérialiser l'origine de l'usinage. Cette croix peut être déplacée à la souris |
Liste des répétitions |
Vous pouvez éditer les coordonnées des répétitions en modifiant directement l'objet collection contenant leurs positions en X, Y et Z. |
Répétitions |
Cette propriété fournit une méthode de génération d'un tableau de groupes d'opérations d'usinage Voir ici pour plus d'infos Grille / Grille ISO : Pour obtenir un espacement correct entre les copies, vous devez ajouter la valeur du Ø de l'outil qui usinera le contour extérieur de la pièce à la valeur d'espacement. Par exemple si vous utilisez un outil de 4 mm de Ø pour découper le pourtour de la pièce, et que vous voulez 10 mm d'écartement entre les pièces, entrez un espacement de 14 mm. Notez que pour des perçages, il faudra retrancher le Ø du trou à la valeur d'espacement pour obtenir l'écartement correct entre les centres des trous.Lorsque les parcours d'outil sont générés, une icône triangulaire est affichée pour indiquer l'emplacement de chaque exemplaire.. En cliquant et en faisant glisser cette icône vous pouvez modifier la position des copies. Cela passera automatiquement Méthode de répétition sur Manuel. Notes: Vous pouvez avoir une meilleur idée de la place qu'occuperont les copies en utilisant l'option Afficher largeur de coupe du menu Affichage. Ordre de tracé grille : Contrôle la direction dans laquelle sera tracée la grille d'objets. Par exemple à Droite - Haut fera une copie à droite de l'original, puis vers le haut pour les lignes suivantes. Alterné : Si à Vrai, la direction des lignes/colonnes (dépendant de Ordre de tracé grille) sera alternée. Si à Faux, chaque ligne/colonne sera traitée dans le même ordre avec un retour rapide au début de chacune. Liste de points : Une nouvelle commande de menu contextuel Répétition vers liste de points a été ajoutée au dossier groupe. Cette fonction crée une liste de points basée sur la position des répétitions, cette liste de points peut alors être utilisée dans un autre groupe afin d'obtenir la même distribution des objets. Ordre de sortie : Contrôle l'ordre dans lequel les opérations utilisant la répétition seront écrites dans le Gcode.
Des copies multiples du parcours d'outil du groupe seront écrites dans le Gcode. Cela accroît la taille du fichier, mais permet d'éviter certains des problèmes rencontrés lors de l'utilisation d'appel de sous-programmes. |