Opérations de Perçage
Opérations de Perçage
Permet de créer de perçages depuis une liste de points ou de cercles.
Propriétés
(Général) |
|
Activé |
Vrai : Des parcours d'outil et du Gcode seront générés pour cette opération d'usinage Faux : L'opération sera ignorée, aucun Gcode/parcours d'outil ne sera produit pour cette opération. |
ID Primitives |
La liste des objets (formes) à partir desquels cette opération d'usinage est définie. |
Infos |
A des fins générales, champ de texte multiligne qui peut être utilisé pour stocker des notes ou les paramètres des compléments (plugins). |
Nom |
Chaque opération d'usinage peut recevoir un nom ou une description qui sera inclus sous forme de commentaire dans le Gcode produit. Cela permet d'identifier facilement les différentes opérations dans le code. |
Style |
Permet de sélectionner un Style d'Usinage pour cette opération. Tous les paramètres par défaut seront hérités de ce style. |
Choix de l'outil |
|
Diamètre de l'outil |
Diamètre de l'outil (dans l'unité utilisée par le dessin) |
Forme d'outil |
Le profil de l'outil. Si non spécifié, les valeurs utilisées seront celle stockées dans la bibliothèque d'outils pour le n° de cet outil. Profils disponibles: Cylindrique, Hémisphérique, A rayon, A graver, Perçage, Tournage |
Numéro d'outil |
Utilisé pour identifier l'outil en cours. Si le n° d'outil change d'une opération à l'autre, une instruction "changement d'outil" est générée dans le Gcode. Numéro d'outil = 0 est un cas spécial, aucun changement d'outil n'est généré. Le n° d'outil est également utilisé pour récupérer les informations le concernant dans la bibliothèque d'outils courante. La bibliothèque est définie dans le groupe parent ou au niveau du dossier Usinage. |
Contrôle de broche |
|
Gamme de vitesses |
Champ mémo, Cela peut être le N° des poulies ou la valeur du bouton de réglage de la broche par exemple. |
Sens de rotation |
Sens de rotation de la broche: horaire (CW) - anti-horaire (CCW) - Arrêt |
Vitesse de rotation |
Vitesse de rotation de la broche en tr/min |
Contrôle des avances |
|
Vitesse d'avance |
Vitesse d'avance en usinage normal (G1, G2, G3) |
Vitesse d'avance en plongée |
Vitesse d'avance lors de la pénétration verticale dans la matière. (en Z) |
Contrôle des déplacements latéraux |
|
Déplacement latéral maxi |
Distance maximale, en fraction du Ø de la fraise ou la matière sera coupée par déplacement horizontal de l'outil.(trajectoires //, usinage de poches,..) Si la distance jusqu'à la prochaine trajectoire et supérieure à Déplacement latéral maxi l'outil remontera, se déplacera en rapide à la hauteur définie dans Plan de dégagement jusqu'à la prochaine trajectoire, puis plongera de nouveau dans la matière. |
Surépaisseur |
C'est la quantité de matière à laisser sur le coté par rapport à la cote finale. Des valeurs négatives peuvent être utilisées pour augmenter la valeur de la dernière passe. (cela créera un usinage plus "large") Fonctionne uniquement avec le mode Fraisage en spirale. |
Contrôle profondeur d'usinage |
|
Incrément de passe |
L'incrément en profondeur permet de contrôler le pas de la spirale en mode Fraisage en Spirale. |
Plan de dégagement |
Le plan (hauteur Z) où remontera l'outil pour les déplacements en rapide (G0) |
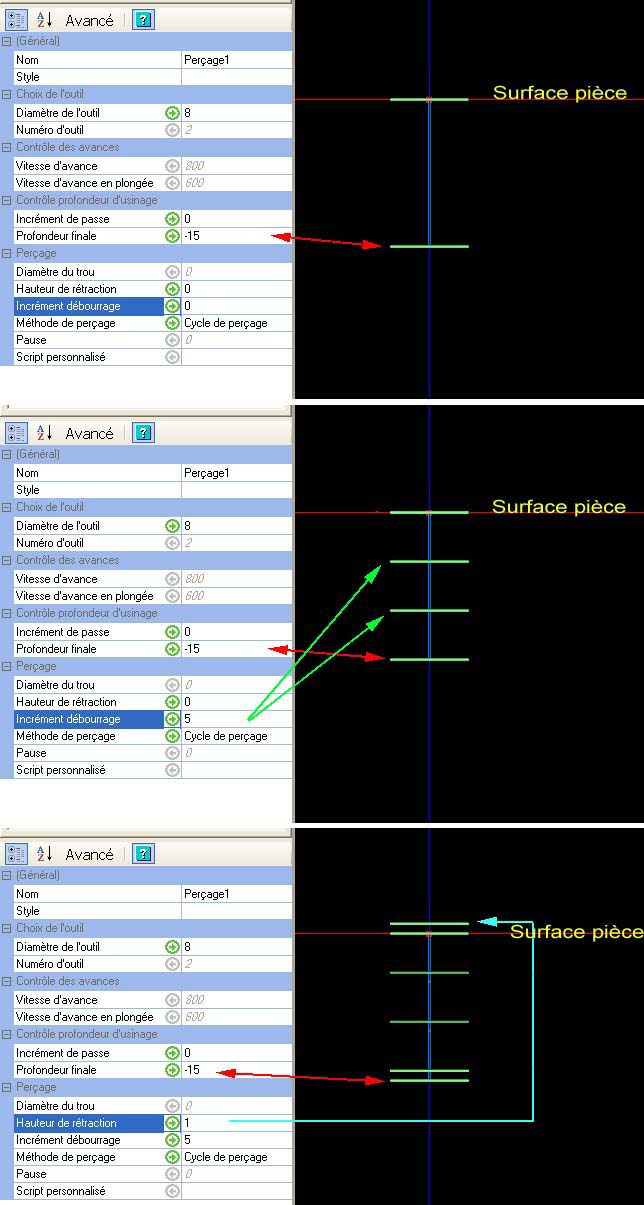
Profondeur finale |
Position en Z de la dernière passe (coordonnées absolues) |
Surface pièce |
Coordonnée Z d'où démarrera l'usinage. |
Expérimentale |
|
Transformer |
Utilisé pour transformer les trajectoires. Attention cette fonction est expérimentale est peut donner des résultats imprévisibles |
Options |
|
Ebauche / finition |
Détermine si l'opération est une ébauche ou une finition. Actuellement, cette propriété n'est utilisée que par les opérations d'usinage Tournage et Profilage 3D (par balayage uniquement) |
Mode d'optimisation |
Une option qui permet de définir la méthode utilisée pour déterminer l'ordre dans lequel les trajectoires seront exécutées (pour la production du Gcode) Standard (0.9.7) – Les trajectoires sont ordonnées pour minimiser les déplacements en rapide |
Options du Gcode |
|
En-tête d'opération personnalisée |
Un script en Gcode (multiligne) qui sera inséré avant l'opération d'usinage courante dans le Gcode produit. |
Fin d'opération personnalisée |
Un script en Gcode (multiligne) qui sera inséré après l'opération d'usinage courante dans le Gcode produit. |
Mode de déplacement |
Mode de suivi de trajectoire: Vitesse constante (G64) La vitesse d'avance reste constante mais le suivi de la trajectoire est moins précis. Trajectoire exacte: (G61) Suivi précis de la trajectoire, mais ralentissement et à coups dans la vitesse d'avance. Indéfini: Utilise la valeur définie dans les options du dossier Usinage. |
Plan de travail |
Définit le plan de travail pour le Gcode. Les arcs seront définis dans ce plan. |
Point de départ |
Utilisé pour choisir un point proche de l'endroit ou devra démarrer l'usinage. Si le point de départ est défini, un petit cercle sera affiché à cet endroit lorsque l'opération d'usinage est sélectionnée. Le point de départ peut être déplacé par un cliquer/glisser du bouton gauche. |
Perçage |
|
Diamètre du trou |
Utilisé pour définir le Ø de perçage en mode Fraisage en spirale. Si sur Auto, le Ø du trou sera calculé à partir de la forme sélectionnée pour cette opération (cercle). |
Fond plat (spirale) |
Pour le perçage en spirale uniquement. Si à Vrai, une trajectoire circulaire est ajoutée au fond du perçage afin d'obtenir un fond plat. Si à Faux, aucune trajectoire en cercle n'est ajoutée, ce qui peut être utile pour le fraisage de filetages. |
Hauteur de rétraction |
Hauteur de rétraction pour chaque débourrage. (en mode Cycle de perçage avec débourrage) |
Incrément débourrage |
Profondeur de perçage avant débourrage. Si à 0, pas de débourrage. (en mode Cycle de perçage) |
Longueur de la sortie |
Uniquement pour la méthode Fraisage en spirale. La distance à parcourir en direction du centre du trou avant rétraction. |
Méthode de perçage |
Méthode utilisée pour générer les instructions de perçage. Les options possibles sont: Cycle de perçage : Utilise les instructions G81, G82 ou G83 voir ici |
Pause |
Durée de la pose en position basse dans un cycle de perçage. L'unité peut être des secondes ou des millisecondes en fonction du paramétrage de l'interpréteur de commande. |
Script personnalisé |
Gcode personnalisé utilisé si Méthode de perçage = Script personnalisé Divers macro peuvent être utilisées dans ce script, elles seront complétées par le post-processeur. | – nouvelle ligne |
Utiliser sortie |
Uniquement pour la méthode Fraisage en spirale. |
Méthode Cycle de perçage:
Incrément de passe : non utilisé
Profondeur finale : la coordonnée Z absolue du fond du trou (attention, c'est toujours des coordonnées absolues)
si une valeur est mise dans Incrément de débourrage, le foret remontera à la position Z = Hauteur de rétraction à chaque valeur d'incrément de débourrage
Pause : un temps de pause à chaque position basse. (peut être utilisé à la place d'une hauteur de rétraction, pour casser le copeau)
Quelques exemples (ici Surface pièce = 0)