Pénétration dans la matière
La plupart des opérations d'usinage de CamBam permettent de définir la manière dont l'outil entrera et sortira de la matière.
 Ces fonctions peuvent être utiles, entre autres choses, pour ménager les outils en effectuant une entrée progressive dans la matière, à éviter que la fraise laisse des traces sur la pièce en se déplaçant en Z toujours au même endroit, à utiliser des outils qui doivent pénétrer la matière par le coté (fraise 3 tailles, fraise scie, à queue d'aronde), pour faire une rainure latérale qui ne traverse pas toute la pièce (un logement de clavette par exemple), dégager un outil à fileter …etc ..
Ces fonctions peuvent être utiles, entre autres choses, pour ménager les outils en effectuant une entrée progressive dans la matière, à éviter que la fraise laisse des traces sur la pièce en se déplaçant en Z toujours au même endroit, à utiliser des outils qui doivent pénétrer la matière par le coté (fraise 3 tailles, fraise scie, à queue d'aronde), pour faire une rainure latérale qui ne traverse pas toute la pièce (un logement de clavette par exemple), dégager un outil à fileter …etc ..
Pour l'instant les opérations concernées sont les opérations de Contour, d'usinage de Poches et de Profilage 3D. Ces opérations comportent deux propriétés multiples appelées Entrée dans la matière et Sortie de la matière.
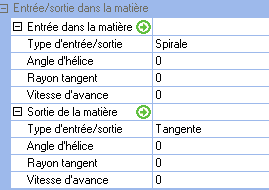
Il existe deux types d'entrée/sortie de la matière qui sont définis dans la propriété Type d'entrée/sortie. Cette propriété peut prendre trois valeurs, Aucun, Spirale ou Tangente.
Mettez Type d'entrée/sortie à Aucun pour désactiver cette fonction.
Spirale
Pour l'utiliser, mettez Type d'entrée/sortie à Spirale.
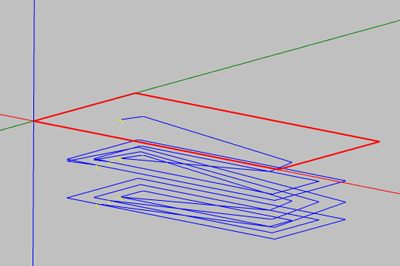
Une rampe de descente dans la matière sera insérée dans le(s) parcours d'outil qui correspondent à une entrée verticale (en Z) dans la matière. L'angle de la rampe peut être précisé dans la propriété Angle d'hélice.
Une entrée sera insérée à chaque niveau d'usinage (incrément de passe) sur la trajectoire d'entrée.
La forme du parcours d'entré dans la matière va dépendre de l'angle indiqué. Le parcours d'outil fera une rampe, ou même une spirale à plusieurs tours si nécessaire pour avoir l'angle de descente demandé.
Une fois arrivé au niveau d'usinage suivant, il effectuera le parcours d'outil une nouvelle fois sans mouvement en Z afin de finir le fond.
Si Angle d'hélice est laissé à 0, CamBam calculera une pente qui permet une descente progressive répartie sur toute la longueur du parcours d'outil jusqu'au niveau d'usinage suivant.
 Si plusieurs niveaux d'usinage sont utilisés, une rampe sera insérée à chaque niveau. Dans l'exemple de l'image de la page suivante, la profondeur à atteindre (en une seule passe) est de 5 mm, une rampe sera insérée sur la trajectoire du milieu de la poche.
Si plusieurs niveaux d'usinage sont utilisés, une rampe sera insérée à chaque niveau. Dans l'exemple de l'image de la page suivante, la profondeur à atteindre (en une seule passe) est de 5 mm, une rampe sera insérée sur la trajectoire du milieu de la poche.
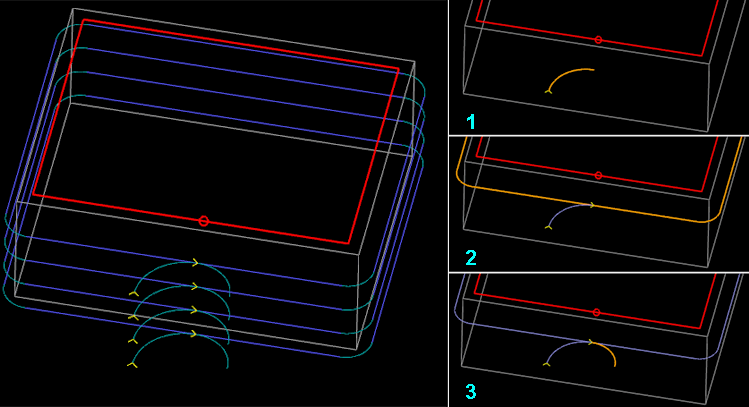
A gauche, l'angle demandé est de 15°, et on peut voir la progression de l'opération grâce au filtre de parcours d'outil. La trajectoire en orange montre le parcours qui est en train d'être coupé. La rampe est limitée à la longueur nécessaire pour obtenir l'angle voulu.
A droite, l'angle à été laissé à 0 et CamBam a généré une spirale sur un tour complet du parcours d'outil intérieur de la poche.
Note: Le mode Spirale avec Angle d'hélice = 0 est très utile également avec les opérations de contour, car il permet d'obtenir une descente en spirale continue dans la matière ce qui évite de laisser des marques en "strates" à chaque niveau d'usinage. C'est l'Incrément de passe qui déterminera alors la pente de la spirale continue.
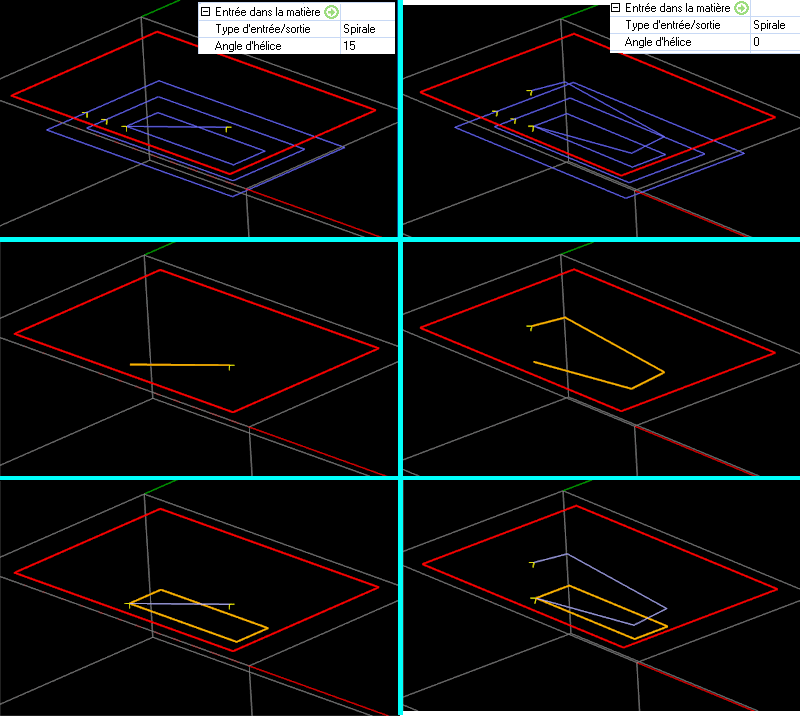
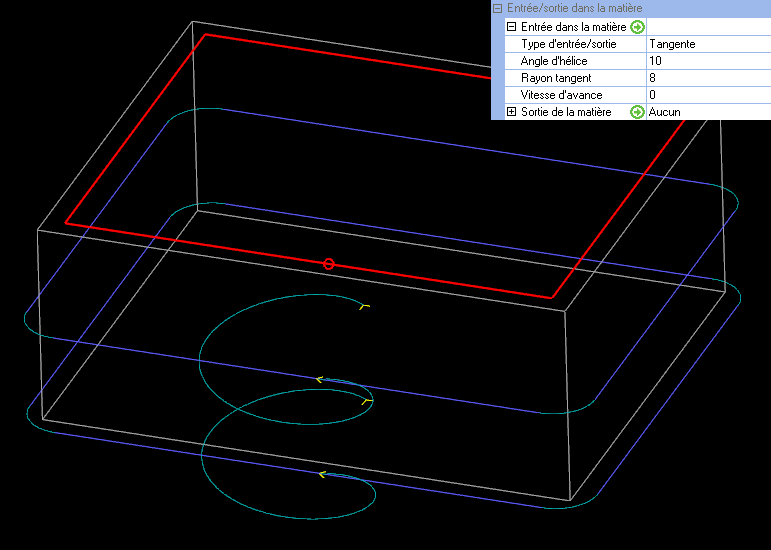
Ici, Angle d'hélice à été réglé à 2°, ce qui nécessite plusieurs tours pour atteindre le niveau d'usinage tout en respectant l'angle.
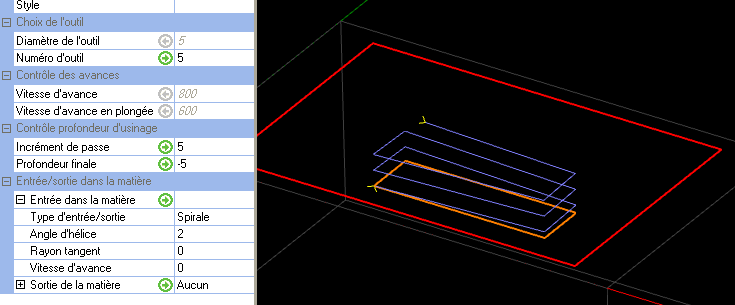
Le paramètre Vitesse d'avance permet quant à lui de définir la vitesse d'avance utilisée pour le parcours d'entrée/sortie dans la matière. Le paramètre Rayon tangent n'est pas utilisé pour le type Spirale.
Tout ceci est évidemment valable pour la sortie de la matière, qui sera quant à elle paramétrée via Sortie de la matière.
Dans le cas d'une sortie de la matière, la trajectoire de sortie sera bien évidemment appliquée au dernier parcours d'outil avant rétraction en Z.
Tangente
L'entrée/sortie tangente permet d'entrer ou sortir de la matière par le coté en suivant une trajectoire en arc de cercle qui vient se raccorder au premier parcours d'outil qui sera usiné.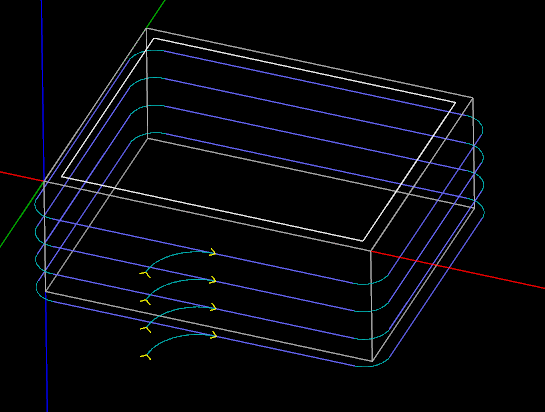
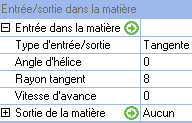
Pour utiliser une entrée ou une sortie tangente, réglez la propriété Type d'entrée/sortie sur Tangente et donnez une valeur de rayon pour la courbe d'entrée dans le paramètre Rayon tangent.
Sur cette image, chaque niveau d'usinage a une entrée tangente d'un rayon de 8 mm. Le point d'entrée est positionné au point de départ de l'usinage.
Ce point de départ peut être modifié par le menu contextuel d'une opération d'usinage à l'aide de la commande Définir le point de départ.
Pour éviter de laisser des traces sur la pièce à cause de la remontée de la fraise alors qu'elle est contre la matière, vous pouvez en plus ajouter une sortie tangente, qui se fera au même point et éloignera la fraise de la matière avant de remonter. C'est le cas sur l'image ci-dessous. L'utilisation du filtre de parcours d'outil permet de voir le cheminement. (en orange)
Comme pour le type précédant, le paramètre Vitesse d'avance permet de définir la vitesse d'avance utilisée pour le parcours d'entrée/sortie dans la matière.
Le paramètre Angle d'hélice permet d'ajouter une variation en Z en plus de l'approche en arc de cercle, ce qui donne une spirale à la place d'un arc.
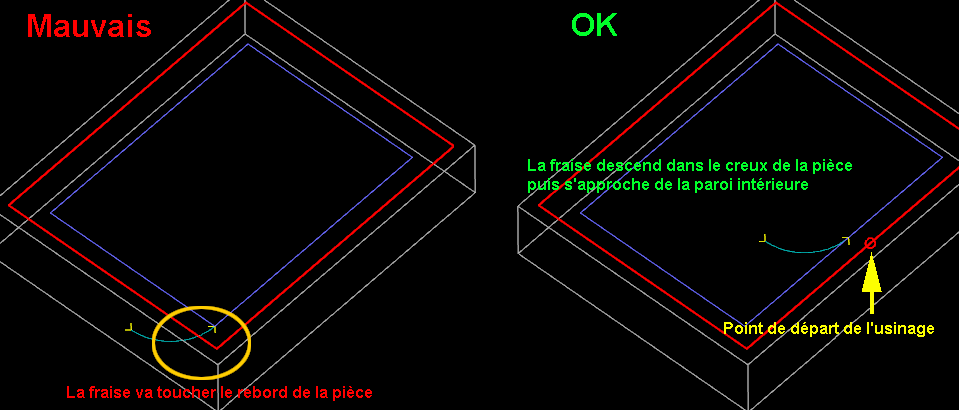
Attention: Dans le cas d'un usinage intérieur, il peut être indispensable de modifier la position du point de départ d'usinage afin que l'outil descende dans la partie vide de matière. Par défaut le point de départ d'usinage et dans un angle pour une pièce rectangulaire, ce qui ne convient pas car la fraise touchera le rebord externe en entrant.
Tout ceci est évidemment valable pour la sortie de la matière, qui sera quant à elle paramétrée via Sortie de la matière.