Post Processeurs
Le format des fichiers Gcode générés peut être contrôlé à l'aide des fichiers de définition des post processeurs. Ces définitions peuvent être crées, copiées et modifiées depuis la section Post Processeurs de l'onglet Système.
Le post-processeur utilisé pour un projet spécifique est défini dans les propriétés du dossier Usinage dans le groupe Post Processeur. Si aucun post processeur n'est spécifié, le post processeur par défaut sera utilisé.
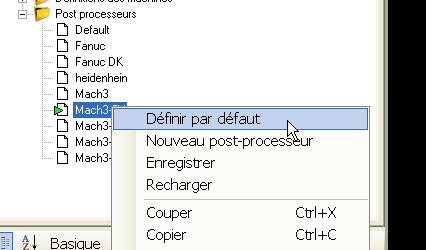
Pour définir le post processeur par défaut, cliquez du bouton de droite de la souris sur le nom du post processeur dans la liste de l'onglet Système, puis sélectionnez Définir par défaut dans le menu contextuel. Le post processeur par défaut sera indiqué par une flêche verte à coté de son nom.
Le post processeur par défaut peut aussi être définit dans la configuration générale.
Note: Le post processeur défini dans le dossier Usinage à priorité sur le post processeur défini par défaut.
Pour que le post processeur défini par défaut soit utilisé par CamBam, aucun post processeur ne dois être sélectionné dans le dossier Usinage ; c.a.d. que la propriété Post processeur du dossier Usinage doit être vide comme dans l'image ci-dessous (cliquez dedans et effacer le nom du Post processeur si nécessaire)
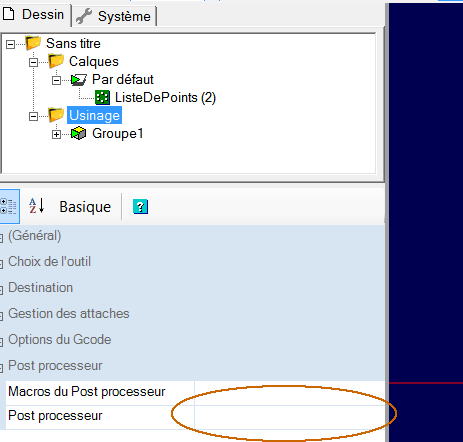
Aucun post processeur sélectionné, donc celui défini par défaut sera utilisé.
| Macros du Post processeur | Cette option est utilisée pour passer des macro utilisateur au post processeur. C'est un texte multiligne contenant des définitions de macros au format $macro=valeur. Quelques exemples de macros sont donnés ci-dessous. $o=1234$stock_height=0.4 |
| Post processeur | Cette option fournit une liste déroulante permettant de sélectionner un des post processeurs disponibles dans le dossier système |
Gestion des post processeurs
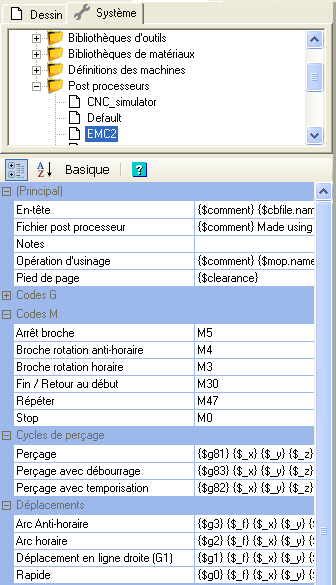
La liste des post processeurs disponibles est accessible à partir du dossier Post processeur de l'onglet Système. Ici, les définitions des post processeurs peuvent être créées, modifiées, copiées, renommées et supprimées.
De nouveaux post processeurs peuvent être créés via le menu contextuel accessible par un clic droit sur le dossier post-processeur. Alternativement, les définitions existantes peuvent être copiées, collées puis ensuite modifiées. C'est un bon moyen de créer des variations d'un post-processeur de travail..
Si des fichiers post processeurs sont modifiés, créés en dehors de CamBam ou dans une autre instance de CamBam, la liste des post processeurs doit être actualisée en utilisant le menu Outils - Recharger post processeurs.
Les post processeurs sont des fichiers XML avec une extension de fichier .cbpp, stockés dans le sous dossier \post du dossier système de CamBam.
Installer un post processeur téléchargé sur Internet:
- Si nécessaire, décompressez le fichier afin d'obtenir un fichier xxx.cbpp
- Dans CamBam, menu Outils/Explorer le dossier système pour ouvrir l'emplacement du "système" de CamBam.
- Copiez votre fichier .cbpp dans le dossier post du "système" de camBam
- Utilisez le menu Outils/Recharger post processeurs pour qu'il soit ajouté à la liste des post processeurs disponibles (ou redémarrez CamBam)
Sections du post processeur
Le fichier XML contient un certain nombre de sections. Chaque section peut contenir un mélange de texte littéral, qui est transcrit directement dans le fichier Gcode de destination, et des macros texte au format ${format}. Les définitions de macros sont définies dans d'autres sections du post processeur, ou en définissant des macros utilisateur dans la propriété Macros du Post processeur du dossier Usinage. Les macros sont évaluées et les valeurs texte qui en résultent sont écrites dans le Gcode.
(Principal) – Fichier post processeur
Cette section définit la structure générale du fichier gcode. Elle comprend généralement trois macros qui sont évalués en interne à partir des règles définies dans d'autres sections du post processeur.
{$header} - Cette macro est évaluée en utilisant la section En-tête décrites ci-dessous.
{$mops} - Cette macro est évaluée comme une liste de blocs de texte, un bloc pour chaque opération d'usinage. Chaque bloc est formaté en utilisant les règles de la section Opération d'usinage.
{$footer} - Cette macro est évaluée en utilisant la section Pied de page décrites ci-dessous.
Exemple:
%
O{$o}
MY FANUC POST )
{$header}
G0 X10Y10Z0
{$mops}
{$footer}
%
Le caractère % est écrit littéralement est sera omis si vous n'utilisez pas un programme de transfert de fichiers via le port RS232.
(Principal) – En-tête
Définit les règles utilisées par la macro {$header}.
Exemple:
{$comment} {$cbfile.name} {$date} {$endcomment}
{$tooltable}
{$comment} CUTVIEWER {$endcomment} {$comment} FROM/0,0,5 {$endcomment}
{$comment} TOOL/MILL,1,0,20.0,0 {$endcomment}
{$comment}STOCK/BLOCK,{$stock_width},{$stock_length},
{$stock_height},{$stock_x},{$stock_y},{$stock_z} {$endcomment}
{$cbfile.header}
{$units} {$distancemode} {$velocitymode} {$cuttercomp(off)}
{$toolchange(first)}
G54 ( Use fixture 1 )
{$clearance}
Une fois de plus, la propriété Macros du Post processeur est utilisée pour passer la macro {$stock_….} au post processeur qui, dans cet exemple pourrait contenir un texte comme:
$stock_length=150
$stock_width=150
$stock_height=12.7
$stock_x=75
$stock_y=75
$stock_z=12.7
(Principal) – Pied de page
Définit les règles utilisées par la macro {$footer}.
Exemple:
{$clearance}
G28 G91 Z0
G90 G53 X-15.0 Y0.0
M09
{$spindle(off)}
{$endrewind}
(Principal) – Opération d'usinage
Définit le formatage de chaque occurrence de la macro {$mops}. Cette information sera répétée dans le Gcode pour chaque opération d'usinage active.
Exemple:
{$comment} {$mop.name} {$endcomment}
{$toolchange}
{$velocitymode} {$workplane}
{$mop.header}
{$spindle} {$s}
{$blocks}
{$mop.footer}
(Principal) – Début de coupe
Macro à utiliser pour débuter une coupe. Elle peut être utilisé pour le plasma ou les découpe au laser pour allumer l'outil de coupe.
La macro Début de coupe est appelée lorsque qu'un mouvement en Z descendant sous Surface pièce est détecté.
(Principal) – Fin de coupe
Macro à utiliser pour terminer une coupe. Elle peut être utilisé pour le plasma ou les découpe au laser pour éteindre l'outil de coupe.
La macro Fin de coupe est appelée lorsqu'un mouvement rapide est détecté (G0) ou si un déplacement en vitesse d'usinage amène l'axe Z à une position supérieure ou égale à Surface pièce.
Exemple: Pour éteindre un laser afin de sauter les attaches de maintien, utilisez les attaches carrées et réglez la hauteur des attaches de sorte que leurs parties supérieures soient au-dessus de Surface pièce. La macro Début de coupe sera alors appelée lorsque qu'un mouvement en Z descendant sous Surface pièce sera détecté.
Vous pouvez désormais utiliser les attaches de type "Sauter" pour l'utilisation avec un laser.
(Principal) – Macros du Post processeur
Cette propriété peux être utilisée pour définir des valeurs par défaut pour les macro personalisées utilisées dans le post processeur.
Les valeurs personnalisées de macro seront remplacées par les valeurs définies dans la propriété Macros du Post processeur du dossier Usinage.
Axe rotatif - Axe de rotation Nouveauté V1.0
L'axe sur lequel est aligné l'axe rotatif (X, Y ou Z)
Axe rotatif - Axe rotatif Nouveauté V1.0
La lettre utilisée pour l'axe rotatif pour la sortie du Gcode (A ou B)
Axe rotatif - Enrouler sur l'axe Nouveauté V1.0
Si Enrouler sur l'axe est à Vrai, le post-processeur convertira tous les parcours d'outil en lignes uniquement, puis enroulera tous les parcours d'outil sélectionnés autour de l'axe rotatif.
Le rayon de rotation à utiliser est copié depuis la propriété Surface pièce de chaque opération d'usinage. Il appartient à l'utilisateur de s'assurer que la largeur des parcours d'outil est égale à 2 x PI x Surface pièce.
NOTE Le post-processeur doit également être modifié afin de ne pas écrire les données d'axe pour l'axe non-rotationnel. Par exemple, si vous tournez autour de l'axe Y, les macros de déplacement X {$ x} ne doivent pas être présentes. (voir les post processeurs RotaryX.cbpp et RotaryY.cbpp dans le dossier post de CamBam)
Codes G – G0, G1, G2, G3, G81, G82, G83
Ces sections définissent le formatage des fonctions Gcode courantes.
Codes G – Centre des arcs – mode absolu
Utilisé dans la macro {$mop.header} pour spécifier Mode IJ arcs en mode absolu. (G90.1 sous Mach3)
Codes G – Centre des arcs – mode incrémental
Utilisé dans la macro {$mop.header} pour spécifier Mode IJ arcs en mode incrémental. (G91.1 sous Mach3)
Codes G – Comp. du rayon d'outil à droite, à gauche, désactivée
Utilisé dans la macro {$cuttercomp(off|L|R)}. Généralement Off = G40, Gauche (L) = G41, Droite (R) = G42.
Codes G – Début de cycle de perçage
Séquence de codes utilisés au début d'un bloc de cycle de perçage. Généralement G98 pour un retour au niveau initial à la fin du cycle.
Codes G – Fin de cycle de perçage
Séquence de codes utilisés à la fin d'un bloc de cycle de perçage. Généralement G80.
Codes G – Distance Absolue, Distance Incrémentale
Généralement absolue=G90, incrémentale=G91. Note! Le mode incrémental n'est pas supporté pour l'instant.
Codes G – Unités (pouces), Unités (métriques)
Pouces = G20, millimètres = G21.
Codes G – Mode de déplacement - vitesse constante / trajectoire exacte
trajectoire exacte =G61, vitesse constante =G64.
Codes G – Plan de travail XY, Plan de travail XZ, Plan de travail YZ
XY=G17, XZ=G18, YZ=G19.
Codes G – Mode X - diamètre
Utilisé dans la macro {$lathexmode} pour spécifier que les valeurs de X sont données en mode diamètre.(G7 sur EMC2)
Codes G – Mode X - rayon
Utilisé dans la macro {$lathexmode} pour spécifier que les valeurs de X sont données en mode rayon.(G8 sur EMC2)
Codes M – Fin / Retour au début
Généralement M30.
Codes M – Répéter
Généralement M47.
Codes M – Broche rotation horaire, Broche rotation anti-horaire, Arrêt broche
Généralement: horaire (CW) = M3, anti-horaire (CCW) = M4, arrêt = M5.
Codes M - Stop
Généralement M0.
Cycles de perçage – Perçage, Perçage avec débourrage, avec temporisation
Cette section définit le formatage des fonctions Gcode de cycle de perçage.
Perçage
{$g81} {$_x} {$_y} {$_z} {$_r} {$_f}
Perçage avec temporisation
{$g82} {$_x} {$_y} {$_z} {$p} {$_r} {$_f}
Perçage avec débourrage
{$g83} {$_x} {$_y} {$_z} {$p} {$_q} {$_r} {$_f}
Déplacements – Rapide, Avance travail (G1), Arc horaire, Arc anti-horaire
Cette section définit le formatage des fonctions Gcode de déplacement.
Exemple:
Rapide
{$g0} {$_f} {$_x} {$_y} {$_z} {$_a} {$_b} {$_c}
Avance travail (G1)
{$_g1} {$_f} {$_x} {$_y} {$_z} {$_a} {$_b} {$_c}
Arc horaire
{$g2} {$_f} {$_x} {$_y} {$_z} {$i} {$j}
Arc anti-horaire
{$g3} {$_f} {$_x} {$_y} {$_z} {$i} {$j}
Numérotation des lignes - Ajouter des numéros de ligne
Si à Vrai, des numéros de ligne sont insérés au début de chaque ligne de Gcode.
Numérotation des lignes - Espace après
Si à Vrai, un espace sera inséré après le numéro de ligne.
Numérotation des lignes - Format
Contrôle la façon dont les valeurs numériques sont affichées.
Le caractères '0' définit un emplacement qui contiendra soit un chiffre significatif soit un 0.
Le caractère "#" définit un emplacement qui contiendra soit un chiffre significatif soit un espace s'il n'y a pas de chiffre significatif à cette position.
Numérotation des lignes - Ignorer
Les lignes où le premier caractère n'est pas un espace est qui se trouvent dans cette liste ne recevront pas de numéro de ligne.
Numérotation des lignes - Incrément
Le numéro de ligne sera incrémenté de cette valeur chaque fois qu'un numéro de ligne sera ajouté.
Numérotation des lignes - N° de départ
Valeur de départ de la numérotation
Numérotation des lignes - Préfixe
Ce texte (généralement le caractère 'N') sera écrit devant le numéro de ligne.
Options – Sortie des arcs
Détermine le mode de sortie des arcs dans le Gcode. Si réglé sur Convertir en lignes, de courtes lignes seront utilisées à la place des arcs. (utile pour l'utilisation avec des logiciels comme CNC Wrapper par exemple)
Options – Tolérance conversion arcs-> lignes
Si Sortie des arcs = Convertir en lignes est utilisé, cette valeur contrôle l'erreur maximum autorisée pour la conversion des arcs en lignes. Une faible tolérance produit des courbes plus lisses mais des fichiers plus gros.
Options – Axe du plan de dégagement
Utilisé pour définir dans quelle direction les déplacements vers le plan de dégagement seront fait. Généralement Z, mais doit être réglé à X ou Z pour les opérations de tournage.
Options – Commentaire, Fin de commentaire
Définit le texte qui sera utilisé au début et à la fin d'un commentaire.
Exemple1:
Commentaire: (
Fin de commentaire: )
Exemple2:
Commentaire: ;
Fin de commentaire:
Options – Fin de ligne
Séquence de caractère utilisée à la fin d'une ligne. Les codes d'échappement \r et \n peuvent être utilisés.
Options – Inverser les arcs
Contrôle le comportement des arcs sur le plan XZ (G18).
Pour les opérations de fraisage, il doit être réglé à Faux. La direction des arcs sera alors relative à l'axe Y positif.
Pour les opérations de tournage cette option doit généralement être à Vrai. Le sens des arcs sur un tour est généralement relatif à la direction 'haut' cela implique un axe Y positif en utilisant un système de coordonnées orienté à gauche. CamBam utilise un système de coordonnées orienté à droite de sorte que les arcs en XZ doivent être inversés lors de l'écriture du G-code.
Options – Longueur minimale des arcs
Une valeur numérique qui contrôle la précision maximum utilisée pour la génération des déplacements en arcs de cercle (G2, G3). Si la longueur d'un arc est inférieure à la valeur Longueur minimale des arcs un mouvement en ligne droite (G1) est utilisé à la place. Ceci est utile pour les utilisateurs de TurboCNC où des arcs très faibles peuvent causer quelques problèmes qui peuvent apparaître comme des fossettes dans le parcours d'outil.
Exemple:
Longueur minimale de arcs = 1e-4
Options – Rayon maximum des arcs
Une valeur numérique qui contrôle le rayon maximum autorisé pour les déplacements en arc de cercle. Si le rayon de l'arc dépasse cette valeur, un mouvement en ligne droite (G1) est utilisé.
Exemple:
Rayon maximum des arcs = 1e6
Options – Format des nombres
Il s'agit d'un modèle de formatage qui contrôle la façon dont les nombres à virgule flottante sont affichés.
Un caractère dièse (#) désigne un emplacement optionnel pour un chiffre et un caractère 0 représente un chiffre qui sera toujours affiché, en ajoutant des zéros de remplissage si nécessaire.
Cela peut aussi modifier les instructions Gcode nécessaires. Par exemple, si un parcours d'outil contient un passage de X = 1,234 à X = 1,233 et si un format de nombre de #. # 0 est utilisé, aucune instruction de mouvement ne sera écrite dans le Gcode car si elle sont formatées à 2 décimales, ces deux coordonnées sont identiques.
Options – Descente rapide vers le plan de dégagement
Si à Vrai et si Z est à une position plus élevée que le plan de dégagement, une descente en rapide vers le plan de dégagement sera effectuée.
Si à Faux cette descente rapide sera désactivée.
Options – Supprimer les erreurs de l'analyseur
Le post-processeur va analyser le Gcode lorsqu'il est créé pour mettre à jour les valeurs internes tels que les registres. Cela peut produire des messages d'erreur pour des post-processeurs qui produisent du Gcode non standard . Dans de nombreux cas le Gcode sera toujours correctement généré et les messages d'erreur peut être ignorés.
Régler Supprimer les erreurs de l'analyseur à Vrai évitera l'affichage des erreurs d'analyse, mais cela peut par ailleurs masquer les messages d'erreurs réelles.
Options – Majuscules
Si la valeur est à Vrai, le post-processeur convertit tout le texte écrit dans le fichier gcode en majuscules. Ceci est particulièrement utile pour les systèmes Fanuc qui ne supportent pas les caractères minuscules.
Options - Mode IJ arcs
Cette propriété détermine si les paramètres I et J utilisés pour les déplacements en arc de cercle se réfèrent à des coordonnées relatives ou absolues par rapport aux paramètres X et Y. Si ce paramètre est réglé différemment dans l'interpréteur de commande de votre CN (logiciel de pilotage) le résultat peut se traduire par des arcs de cercles aléatoires.
Par défaut: Dans ce cas ce sont les valeurs du post-processeur qui seront utilisés. Si le post-processeur utilise aussi une valeur "Par défaut", le mode Incrémental (C-P1) sera utilisé
Absolu: I & J sont les coordonnées absolues du centre de l'arc
Incrémental (C-P1): I & J sont les coordonnées du centre de l'arc, relatives au premier point de l'arc. C'est le mode incrémental typique. Dans les versions précédentes , il était simplement appelé Incrémental
Incrémental (P1-C): I & J sont les coordonnées du premier point de l'arc relatives au centre de l'arc.
Incrémental (C-P2): I & J sont les coordonnées du centre de l'arc, relatives au second point de l'arc.
Incrémental (P2-C): I & J sont les coordonnées du second point de l'arc relatives au centre de l'arc.
Outils – Changement d'outil
Définit le formatage de la macro {$toolchange}
Exemple:
{$clearance}
{$comment} T{$tool.index} : {$tool.diameter} {$endcomment}
{$comment} Tool Radius and Taper coming soon {$endcomment}
{$comment} TOOL/MILL, {$tool.diameter}, {$tool.radius},
{$tool.length}, 0 {$endcomment}
T{$tool.index} M6
Outils – Table des outils
Définit comment chaque entrée de la macro {$tooltable} est produite. Les tables d'outils sont généralement insérées dans l'en tête du fichier et contiennent un texte de commentaire décrivant la liste d'outils utilisés dans le fichier Gcode.
Exemple:
{$comment} T{$tool.index} : {$tool.diameter} {$endcomment}
Post traitement – Commande de post-traitement, Cmd. de post-traitement - args
Commande de post-traitement peut être utilisé pour spécifier une application externe qui modifiera le Gcode produit par le post processeur.
Cmd. de post-traitement - args contient les arguments à passer à l'application de traitement.
Les macros suivantes sont reconnues:
{$outfile}: Le nom du fichier Gcode brut produit par le post processeur
{$cbfile.name}: Le nom court du document CamBam en cours
Exemple:
Commande de post-traitement = C:\bin\gcodelinenums.exe
Cmd. de post-traitement - args = "{$outfile}" "{$outfile}.out"
Tournage – Mode X tour
Pour les opérations de tournage, spécifie si les valeurs de X sont fournies en diamètre ou en rayon.
Tournage – Décalage du rayon (tour)
Si à Faux, le parcours d'outil passe par le centre du rayon de l'outil.
Si à Vrai, un décalage de la trajectoire est appliqué en fonction du rayon de l'outil.
Le parcours sera décalé d'une valeur négative en X équivalent au rayon de l'outil. La direction du décalage en Z du rayon de l'outil est déterminée par la direction de coupe.
Pour une coupe à droite, la valeur en Z sera décalée d'une valeur négative, d'une valeur positive pour une coupe à gauche.
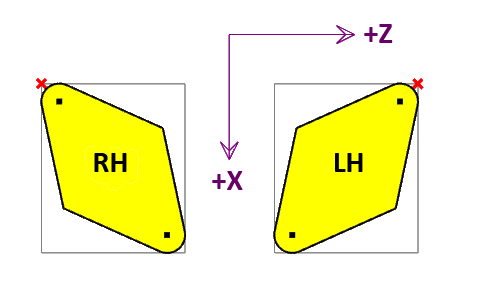
Dans le dessin ci-dessus, la croix rouge représente le point de référence de la trajectoire lorsque Décalage du rayon (tour) est à Vrai. Si à Faux, c'est le point noir au centre du rayon de l'outil qui servira de point de référence. Le point de référence est parfois appelé point 'virtuel' ou 'imaginaire' de l'outil.
Les macros du post processeur
| $arc.i $arc.j $arc.k |
Retourne la valeur du registre I, J ou K du mouvement en arc courant. Le préfixe 'I', 'J' ou 'K' n'est pas retourné. |
| $arc.radius |
Retourne le rayon du mouvement en arc courant. Les arcs de 0° à 180° on un rayon positif, les arcs de 180° à 360° on un rayon négatif. |
| $arc.start $arc.sweep $arc.end |
Retourne le début, la fin ou l'angle de balayage de l'arc courant. Les angles sont mesurés en degrés, 0° aligné avec l'axe X coté positif. Les arcs Anti-horaires ont un angles de balayage positif, les arcs horaires un angle de balayage négatif. |
| $arccentermode |
Retourne un G90.1 (absolu) ou un G91.1(incrémental) suivant le Mode IJ arcs choisis pour la sortie des arcs de cercle. |
| $blocks | Cette macro est générée en interne et contient toutes les instructions de déplacement requises par l'opération d'usinage en cours. |
| $comment | Insère le texte défini dans la propriété Début de commentaire du post processeur |
| $cbfile.footer | Insère les options définies dans la propriété Fin de fichier personnalisée du dossier Usinage du projet. |
| $cbfile.header | Insère les options définies dans la propriété En-tête de fichier personnalisée du dossier Usinage du projet. |
| $cbfile.name | Insères le nom défini dans la propriété Nom du dossier racine du projet. |
| $check(x,y,z) | Générée en interne, cette macro vérifie les paramètres des coordonnées x, y, z en fonction de l'emplacement actuel de l'outil. Si différentes une séquence de mouvements sera insérée pour se déplacer à la nouvelle position en passant par le Plan de dégagement et en utilisant la vitesse de plongée si nécessaire. |
| $clearance | Mouvement rapide (G0) jusqu'au Plan de dégagement |
| $cuttercomp(off|L|R) | Compensation du rayon d'outil. Note: Pour l'instant, CamBam ne calcul pas la compensation du rayon d'outil. off (désactivée) = G40 L (gauche) = G41 R (droite) = G42 |
| $date | Insère la date courante. |
| $distancemode | Toujours égale à G90 pour l'instant |
| $endcomment | Insère le texte défini dans la propriété Fin de commentaire du post processeur. |
| $endrewind | Insère le texte défini dans la propriété Fin / Retour au début du post processeur. Typiquement = M30 |
| $footer | Evalue le texte placé dans la propriété Pied de page du post processeur. |
| $g0, $g1, $g2, $g3, $g81, $g82, $g83 $_g0, $_g1, $_g2, $_g3, $_g81, $_g82, $_g83 |
Ces macros contrôlent la façon dont le Gcode est formaté. Le format de chaque code est tiré de la définition G... du fichier .cbpp. Cela peut être utile pour contrôler le remplissage de zéros (par exemple: G1 au lieu deG01), ou pour utiliser d'autres codes G. Si le préfixe trait de soulignement ( _ )est utilisé, ces instructions sont supposées être modales (persistantes). Du code sera écrit pour la première occurrence, mais omis pour les blocs suivants s'ils utilisent la même instruction. |
| $header | Evalue le texte placé dans la propriété En-tête du post processeur. |
| $mop.clearanceplane |
Retourne la valeur de la propriété Plan de dégagement de l'opération courante. |
| $mop.cutfeedrate |
Retourne la valeur de la propriété Vitesse d'avance de l'opération courante. Le préfixe 'F' n'est pas retourné. |
| $mop.depthincrement |
Retourne la valeur de la propriété Incrément de passe de l'opération courante. |
| $mop.dwell |
Retourne la valeur de la propriété Pause de l'opération de perçage courante. |
| $mop.first.x $mop.first.y $mop.first.z |
Retourne les coordonnées X, Y ou Z du premier point des parcours d'outil de l'opération d'usinage courante. Ces macros peuvent être utilisées après un changement d'outil pour déplacer les axes X et Y à la position suivante d'usinage tout en conservant la hauteur Z du changement d'ouitl, puis de descendre ensuite à la hauteur du plan de dégagement. |
| $mop.footer | Insère le contenu de la propriété Fin d'opération personnalisée de l'opération d'usinage courante. |
| $mop.header | Insère le contenu de la propriété En-tête d'opération personnalisée de l'opération d'usinage courante. |
| $mop.holediameter |
Retourne la valeur de la propriété Diamètre du trou de l'opération de perçage courante. |
| $mop.name | Insère le contenu de la propriété Nom de l'opération d'usinage courante. |
| $mop.peckdistance |
Retourne la valeur de la propriété Incrément débourrage de l'opération de perçage courante. |
| $mop.plungefeedrate |
Retourne la valeur de la propriété Vitesse d'avance en plongée de l'opération courante. Le préfixe 'F' n'est pas retourné. |
| $mop.retractheight |
Retourne la valeur de la propriété Hauteur de rétraction de l'opération de perçage courante. |
| $mop.stocksurface |
Retourne la valeur de la propriété Surface pièce de l'opération courante. |
| $mop.tag |
Retourne la valeur de la propriété Info de l'opération courante. |
| $mop.targetdepth |
Retourne la valeur de la propriété Profondeur finale de l'opération courante. |
| $move.x $move.y $move.z |
Retourne les valeurs X, Y et Z du mouvement en cours. (valeurs du registre) Les préfixes 'X', 'Y' et 'Z' ne sont pas retournés. |
| $mops | Insère une liste d'objets, une entrée par opération d'usinage active. Chaque entrée de la liste est formatée en utilisant les définitions de la propriété Opération d'usinage du post processeur. |
| $part.name | Insère le nom du Groupe d'usinage courant |
| $post.toolchange |
Insère la macro de changement d'outil du post processeur, cela peut être utile pour inclure cette définition dans la propriété Changement d'outil des définitions d'outils. |
| $repeat | Insère le texte défini dans la propriété Répéter du post processeur. Typiquement = M47 |
| $s | Insère le contenu de la propriété Vitesse de rotation de l'opération d'usinage courante. |
| $set(x|y|z|a|b|c|f|p|q|r,<value>) |
Définit la valeur courante du registre X, Y ou Z spécifié. Aucun Gcode n'est crée Cela peut être utile après l'utilisation d'une macro personnalisée de changement d'outil afin d'informer le post processeur des nouvelles coordonnées de l'outil après son changement. |
| $spindle | Insère une macro dépendante de la valeur de la propriété Sens de rotation de l'opération d'usinage courante. Sens horaire (cw) = M3 , Sens anti-horaire (ccw) = M4 , Arrêt (off) = M5 |
| $spindle(off|cw|ccw) | Sens horaire (cw) = M3 , Sens anti-horaire (ccw) = M4 , Arrêt (off) = M5 |
| $stock_length $stock.length $stock.ysize |
Insère le contenu de la propriété Dimension Y du brut défini dans le dossier Usinage ou dans un Groupe d'usinage |
| $stock_width $stock.width $stock.xsize |
Insère le contenu de la propriété Dimension X du brut défini dans le dossier Usinage ou dans un Groupe d'usinage |
| $stock_height $stock.height $stock.zsize |
Insère le contenu de la propriété Dimension Z du brut défini dans le dossier Usinage ou dans un Groupe d'usinage |
| $stock.xoffset | La coordonnée X du coin inférieur gauche du brut (par rapport au XY (0,0) de la machine), définie dans le dossier Usinage ou dans un Groupe d'usinage. |
$stock_x |
Insère le contenu de la propriété Décalage X du brut défini dans le dossier Usinage ou dans un Groupe d'usinage |
| $stock.yoffset | La coordonnée Y du coin inférieur gauche du brut (par rapport au XY (0,0) de la machine), définie dans le dossier Usinage ou dans un Groupe d'usinage. |
| $stock_y $-stock.yoffset |
Insère le contenu de la propriété Décalage Y du brut défini dans le dossier Usinage ou dans un Groupe d'usinage |
| $stock_z | Insère le contenu de la propriété Surface pièce du brut défini dans le dossier Usinage ou dans un Groupe d'usinage |
| $stop | Insère le texte défini dans la propriété Stop du post processeur. Typiquement = M0 |
| $tool.comment |
Insère le contenu de la propriété Commentaire de l'outil courant. |
| $tool.diameter | Insère le contenu de la propriété Diamètre de l'outil de l'opération d'usinage courante. |
| $tool.index | Insère le contenu de la propriété Numéro d'outil de l'opération d'usinage courante. |
| $tool.length | Insère le contenu de la propriété Longueur définie pour cet outil dans la bibliothèque d'outils. |
| $tool.name |
Insère le contenu de la propriété Nom définie pour cet outil dans la bibliothèque d'outils ou T(num d'outil) s'il n'est pas défini dans la bibliothèque. |
| $tool.profile |
Insère le contenu de la propriété Forme d'outil définie pour cet outil dans la bibliothèque d'outils. |
| $tool.radius | Utilise la propriété Forme d'outil pour déterminer le rayon de l'outil. 0 pour une fraise cylindrique, D/2 pour une fraise à bout rond. |
| $tool.veeangle |
Insère le contenu de la propriété Angle de la fraise définie pour cet outil dans la bibliothèque d'outils ou 0 s'il n'est pas défini dans la bibliothèque. |
| $toolchange | Insère une instruction de changement d'outil basée sur définition contenue dans la propriété Changement d'outil du post processeur.Si le n° d'outil n'a pas changé, aucun code n'est inséré. |
| $toolchange(first) | Insère une instruction de changement d'outil utilisant le premier outil de la liste d'outil du projet courant. |
| $tooltable | Insère une liste de tous les outils utilisés dans le projet courant. Chaque entrée est formatée en utilisant la définition Table des outils du post processeur. |
| $units | Utilise la propriété Unités de dessin du dossier racine du projet. mm = G21, pouces = G20 |
| $velocitymode | Insère le contenu de la propriété Mode de déplacement de l'opération d'usinage courante.Trajectoire exacte = G61 , Vitesse constante = G64 |
| $workplane | Insère le contenu de la propriété Plan de travail de l'opération d'usinage courante. XY = G17 , XZ = G18 , YZ = G19 |
| $x, $y, $z, $a, $b, $c, $i, $j, $f, $r, $p, $q $_x, $_y, $_z, $_a, $_b, $_c, $_i, $_j, $_f, $_r, $_p, $_q |
Ces macros insèrent les paramètres utilisés dans les commandes de déplacement courantes du Gcode. Si le préfixe trait de soulignement ( _ )est utilisé, ces instructions sont supposées être modales (persistantes). Cela signifie qu'ils ne seront écrits dans le code uniquement si la valeur courante à changée. Omettre le ( _ ) force leur écriture. |
| $xneg, $yneg, $zneg, ... |
Même chose que les macros $x, $_y etc, mais avec inversion du signe. |
| $xabs, $yabs, $zabs, ... |
Même chose que les macros $x, $_y etc, mais toujours positive (valeur absolue) |