L'usinage du modèle.
Face avant
Le brut en place ; il est vissé sur une plaque de MDF de 10 mm qui sert de martyre et qui est elle même maintenue sur la table de la machine par des brides ; ce martyre servant aussi pour le positionnement après retournement, il ne devra pas être démonté entre les deux opérations afin de ne pas perdre l'alignement du goupillage.

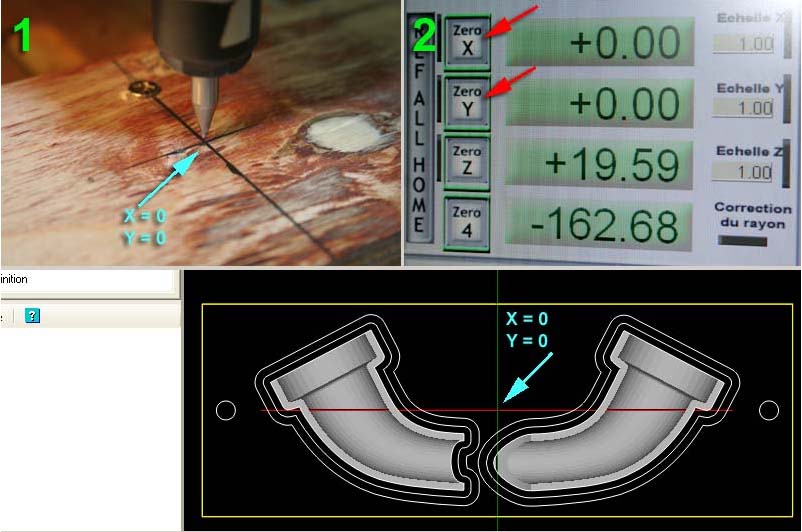
ici, matérialisé au crayon sur la pièce, c'est le point 0 en X et en Y. Il correspond au point 0,0 matérialisé par la croix de Cambam (si vous n'avez pas défini d'origine d'usinage spécifique).
Une fois l'outil de centrage, (ici une fraise cassée épointé pour servir de centreur) positionné manuellement à ce qui doit être le point 0,0 en X et Y de la pièce, on met les coordonnées de ces deux axes à 0 dans Mach3 (ou autre soft de pilotage). Dans le cas présent ça ne requière pas une grande précision, le tout et de ne pas trop être "à coté de la plaque" et de risquer d'accrocher une des vis avec la fraise (dont il peut être bien de simuler la position sur le dessin Cambam)
Ensuite on monte l'outil, et on fait la mise à 0 en Z. Dans ce projet nous avons définis le 0 en Z à la surface de la pièce dans Cambam ; nous allons faire de même sur la pièce réelle.
On commence par s'assurer que la fraise est assez longue pour le travail à effectuer ; ici ma fraise doit pouvoir descendre à -30mm en dessous de la surface de la pièce ( 6mm en dessous de la base de la pièce, au niveau des trous de positionnement)
Ici j'utilise un simple bout de papier comme "pige" ; je descend le Z doucement fraise arrêtée tout en donnant un mouvement de va et vient au papier ; lorsqu'il commence à coincer légèrement je clique dans la visu de l'axe Z et je rentre la valeur de l'épaisseur de la feuille. La fonction d'avance pas à pas de Mach3 est bien utile pour ça.
On obtient une précision de quelques centièmes, ce qui est amplement suffisant pour cette utilisation, surtout dans du bois.

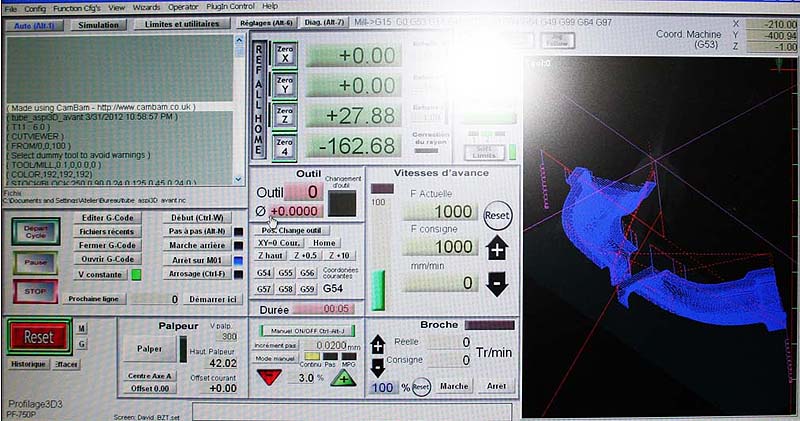
Ensuite on charge le Gcode et le travail peut commencer.
L'ébauche

et la finition.

Retournement du modèle
Une fois la première face terminée, nous devons retourner la pièce.
Notez que dans le cas de cette pièce, j'ai fait 2 Gcodes séparés pour la face avant et la face arrière ; il suffit de désactiver le groupe d'opération d'une des faces pour ne générer que celle que l'on veux.
On peut aussi générer le Gcode du groupe d'opérations au lieu de générer tout le code, en utilisant la fonction "créer le fichier Gcode" du menu contextuel du groupe plutôt que du menu du dossier Usinage.
Si vous voulez tout faire en un seul Gcode, il vous faudra insérer une instruction d'arrêt afin que Mach3 vous laisse le temps de retourner la pièce, surtout dans ce cas ou le même outil est utilisé pour l'ébauche et la finition, sinon il n'y aura aucun arrêt ...
Pour cela, il suffit d'insérer un peu de Gcode dans le pieds de la dernière opération d'usinage de la première face comme on peut le voir sur l'image ci-dessous.
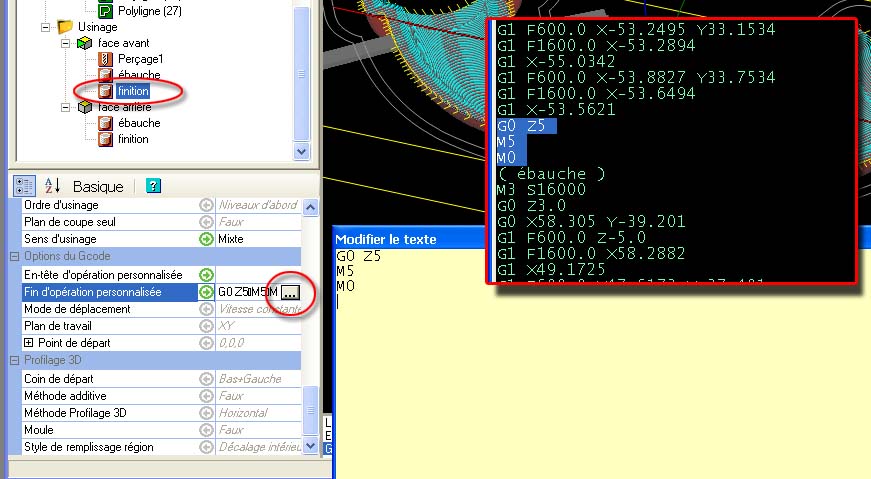
G0 Z5 -> on remonte 5 mm au dessus de la surface pièce
M5 -> on arrête la broche
M0 -> Pause dans le programme, il faudra cliquer sur Départ Cycle dans Mach3 pour continuer l'usinage.
En médaillon, on constate que la série de commande a bien été insérée dans le Gcode à la fin de l'opération de finition de la première face.
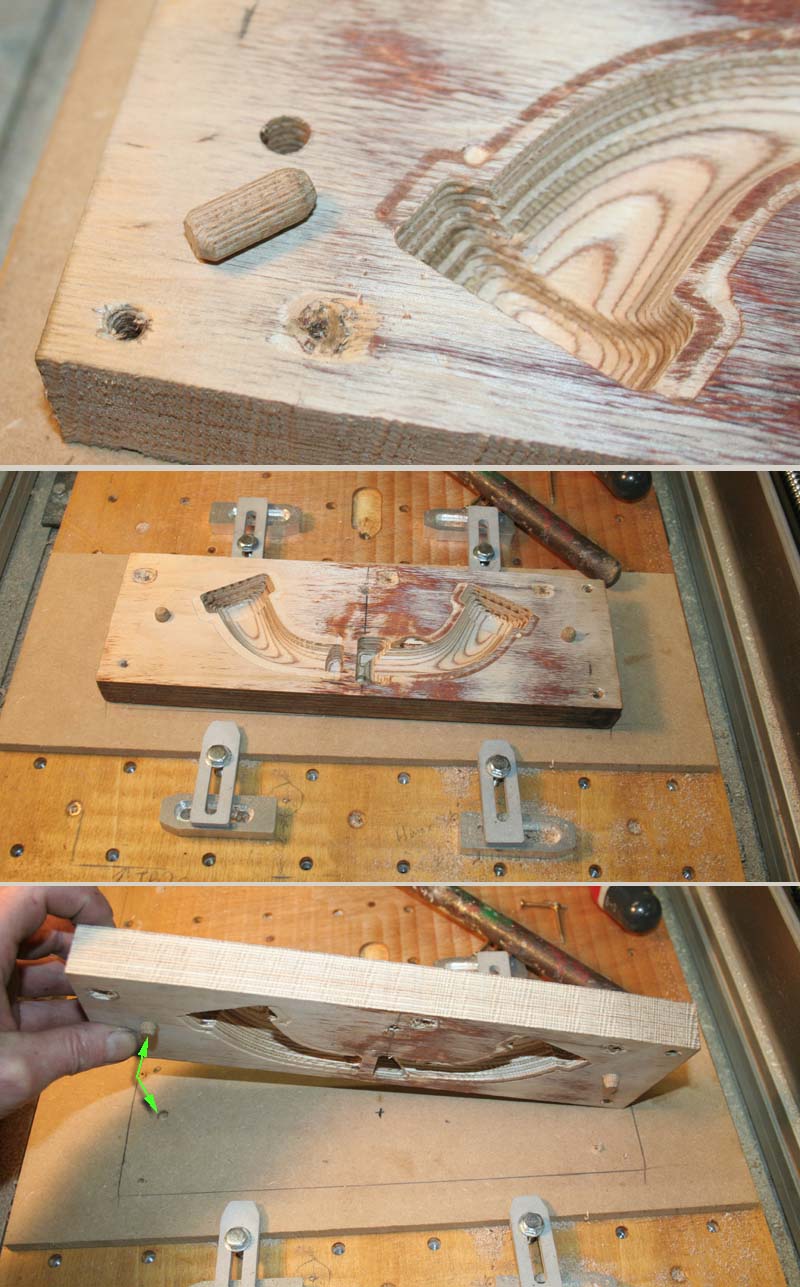
On peut maintenant démonter la pièce SANS toucher au martyre qui ne doit pas changer de place. Les trous de positionnement débouchants dans le martyre sont visibles sur l'image ci-dessous.

On insère les goupilles (ici des tourillons à bois de Ø 8) sur la face avant de la pièce, puis on retourne la pièce autour de l'axe X et on insère les tourillons dans les trous correspondants sur le martyre.
Il ne reste plus qu'à fixer la pièce et à lancer l'usinage de la deuxième face.

Bien sur les coordonnées X, Y, Z sont toujours valables après retournement, il n'y a donc rien à modifier de ce coté la, sauf si vous utilisez une autre fraise, dans ce cas il faudra faire la mise à 0 du Z, comme lors de n'importe quel changement d'outil.
La pièce terminée



